при управлении значением 1-секундной постоянной времени
Хотя реакция регулирующей арматуры обычно более сложная, чем первого порядка, допустимо, для сравнения эффекта арматуры с различными скоростями, рассматривать их как системы первого порядка. Если бы 10-секундная система контролировалась арматурой с 10-секундной постоянной времени, общий отклик будет выглядеть так, как показано на рисунке 1.9. Объединенный отклик намного медленнее, чем то, на что способен сам процесс. Когда тот же 10-секундный процесс управляется арматурой с постоянной времени в 1 секунду, как показано на рисунке 6, объединенный отклик почти так же быстр, как скорость, с которой бы процесс мог реагировать с бесконечно быстрой арматурой. Как правило, арматура, которая в пять раз быстрее, чем сам процесс, будет иметь небольшой эффект в замедлении процесса реагирования настолько быстро, насколько это возможно.
Ниже приведены некоторые рекомендации для арматуры в процессах, где требуется очень хорошее управление:
1. Разрешение (Сцепление/ трение покоя): ≤ 0,5%
2. Мертвая зона: ≤ 0,5%
3. Скорость реакции:
А) Быстрые контуры:
1. Td арматуры ≤ 20% от требуемой постоянной времени процесса с обратной связью
2. T86 арматуры ≤ 40% от требуемой постоянной времени процесса с обратной связью (это эквивалентно тому, что арматура должна быть в пять раз быстрее желаемого времени реакции процесса с обратной связью.)
3. Время установления арматуры ≤ чем желаемая требуемая постоянная времени процесса с обратной связью
Б) Медленные контуры: не важны
4. Ступенчатое перерегулирование: максимум 20%.
Поскольку арматура достигает 86 % от ее общей реакции за 2 секунды, и желаемая реакция процесса должна достичь 86 % от ее общей реакции за 10 секунд, это равносильно тому, что арматура в пять раз быстрее, чем желаемое время реакции процесса.
20% перерегулирования означает 20% размера шага. Например, перерегулирование на 10% не должно превышать 2% шкалы. Рекомендации для T86 соответствует с предложениями в техническом отчете арматуры ISA – TR75.25.02.
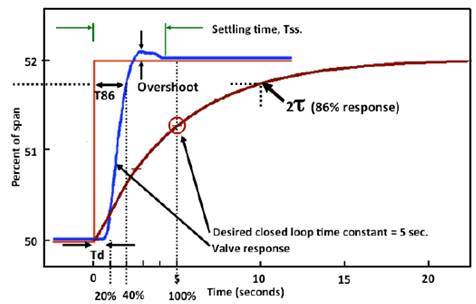
На рисунке 1.11 продемонстрировано, почему критерии скорости реакции имеют смысл.
Рис. 1.11. Реакция арматуры в сравнении с требованиями процесса
Это та же арматура, которая обсуждалась ранее, и она соответствует вышеуказанным рекомендациям для процесса, где желаемая постоянная времени обратной связи составляет 5 секунд.
Простой, который чуть ниже рекомендуемых 20% от желаемой постоянной времени обратной связи, означает, что он закончился вовремя, чтобы иметь небольшое влияние на общую реакцию процесса.
Арматура достигает 86% своего полного хода только после 40% от желаемой постоянной времени обратной связи. Можно увидеть, что арматура намного впереди, когда процесс должен достичь 63% от его окончательного значения, и даже дальше, когда процесс должен достичь значения своих двух постоянных времени (86%). Так как арматура достигает 86% своей полной реакции в течение 2 секунд, и желаемый отклик процесса должен достичь 86% от общей реакции за 10 секунд, это эквивалентно тому, что арматура в пять раз быстрее, чем требуемое время отклика процесса.
На ранней стадии полного отклика небольшое перерегулирование будет способствовать незначительно, если и будет, перерегулированию процесса. Реакция арматуры установилась до своего окончательного значения после чуть меньше одной желаемой постоянной времени процесса, задолго до того, как процесс, как ожидается, достигнет своего окончательного значения.
То, что нужно запомнить:
– арматура большего размера затруднит точное регулирование расхода.
– регулирующая арматура с неправильной действительной пропускной характеристикой приведет к нелинейной установленной пропускной характеристике и затруднит или сделает невозможным подбор настроек ПИД-регулятора, которые дадут быстрое и стабильное управление на протяжении требуемого диапазона расхода.
– предельный цикл, скорее всего, вызван арматурой, которая имеет чрезмерное усилие страгивания из-за статического трения (сцепления и трения покоя) и нуждается в ремонте или замене.
1.3. Кавитация и прогнозирование кавитационных повреждений в регулирующей арматуре
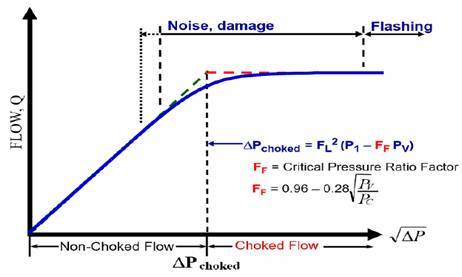
Дросселированный поток жидкости в регулирующих клапанах приводит либо к вскипанию, либо, что чаще, к кавитации. Классический подход к объяснению дросселированного потока заключается в следующем. Если предположить, что поток увеличивается линейно с квадратным корнем перепада давления, ΔP до тех пор, пока ΔP достигает перепада дросселированного давления, ΔPдроссел., и тут же становится полностью дросселированным без дальнейшего увеличения расхода. (См. пунктирные линии на Рис. 1.12). Термин, используемый здесь для разделительной линии между недросселированным потоком и дросселированным потоком (ΔPдроссел.), – это терминология, используемая в версии 2012 года (Стандарт стабилизации определения размера регулирующей арматуры Международного общества автоматизации (ISA)). До этого, не было определения разделяющей линии, так что производители арматуры придумывали свои названия.
Рис. 1.12. Реальная ситуация того, как поток дросселируется постепенно, а не мгновенно
Некоторые примеры: ΔPдопустимое, ΔPконечное, ΔPmax и ΔPкритическое. На самом деле, есть определенное количество округлений графика в точке ΔPдросселируемое, как показано на рисунке 1.12.
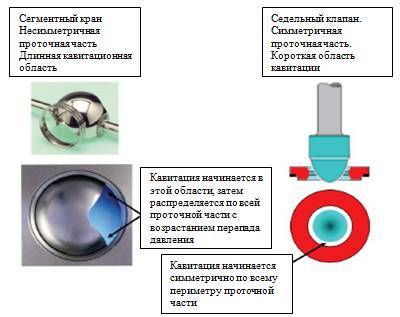
На кривую дросселирования влияет геометрия отверстия арматуры. В качестве примера, см. сегментный клапан на рис. 1.13, имеющий значительную переходную кривую дросселирования. Для сегментного шарового клапана диапазон дросселирования имеет значительный переход из-за конфигурации прохождения потока. Сегментный кран имеет зону неравномерного потока. Ограниченный поток на узких концах зоны неравномерного потока создает локально более высокий сдвиг напряжения, вызывающие кавитацию (и, в конечном счете, дросселирование), чтобы сначала произойти в этих областях. В конце концов, вся зона будет дросселировать по мере того, как перепад давления в арматуре увеличивается. В результате неравномерного распределения кавитационного потенциала, дросселирование происходит в разных местах внутри клапана с различным расходом. Это вызывает дросселирование в переходной области.
Рис. 1.13. Влияние геометрии отверстия клапана на длину перехода от недросселированного потока к полностью дросселированному
В отличие от сегментного шарового крана седельный линейный клапан имеет очень симметричную зону потока, поэтому дросселирование начнется примерно на всем пути расхода в то же время, в результате чего более образуется короткая переходная область между недросселированным потоком и полностью дросселированным потоком.
Затруднения при определении графика расхода