Теоретически, сбой – это событие, когда кратковременное превышение погрешностью измерительного устройства поля заданного допуска приводит к искажению результата измерения. Оно приводит, например, к искажению результатов и автоколебаниям в цифровых интеллектуальных позиционерах. Дополнительной проблемой является неправильно выбранный клапан заниженного размера, работающий с цифровым позиционером, когда контрольная точка не может быть достигнута даже при достижении клапаном предельного открытия. В этом случае клапан не в состоянии обеспечить слишком большое управляющее воздействие. Накапливаемая ошибка приводит к тому, что системы самодиагностики отключают клапан, вызывая непредвиденные остановы. Или позиционер сам себя переводит в контрольную точку, которую он знает точно. Или оператор сам отключает позиционер, избегая, таким образом, останова линии. При этом сбой самоустраняется, благодаря сбросу накопленной ошибки.
Вызываются сбои случайными причинами, непониманием особенностей эксплуатации. Зачастую, именно отсутствие квалифицированного обслуживания приводит к «регрессу» и переходу с цифровых позиционеров на аналоговые, что не раз наблюдалось на предприятиях отрасли.
Для повышения надежности интеллектуальных устройств особенно важно избегать субъективных ошибок и выполнять работы при помощи специалистов высокой квалификации. Так, большая часть вопросов, поступающих от предприятий отрасли, связана с работой позиционеров, наладки и обслуживания. К числу наиболее частых ошибок можно отнести нарушение правил включения и выключения, нарушение порядка проведения профилактических работ, вскрытие герметичного корпуса, неправильная настройка и регулировка.
Следует учесть, что клапаны в составе измерительных комплексов, как правило, не резервируются, что накладывает дополнительные требования по надежности. Для таких регулирующих клапанов следует учесть особенности отказов в момент пуска, приработки, нормальной эксплуатации, аварийных режимов и этапа старения. На первом этапе важно предусматривать калибровку, тренировку системы, тестирование, а пуск и наладку лучше проводить силами сервисной организации завода – изготовителя. На этапе нормальной эксплуатации важны элементы диагностики специальными средствами, позволяющими выявить метрологические отказы. На этапе старения необходимо уметь прогнозировать остаточный ресурс, а с целью замены выходящих из строя элементов – предусматривать в своих технических заданиях модульность исполнения.
РАСЧЕТ МЕТРОЛОГИЧЕСКОЙ НАДЕЖНОСТИ
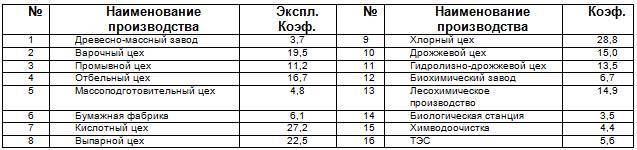
Учитывая сложности статистического учета на действующем производстве и по технологическим линиям, можно предложить подход, используемый компанией Метсо. Компания применяет подход с применением своей программной оболочки Bernie, где ведется статистика запросов предприятий отрасли по каждому комбинату. В этом случае она достаточно точно отразит состояние клапанов по комплексному эксплуатационному показателю, характеризующему в среднем влияние комплекса используемых режимов работы и внешних условий на данном комбинате. Эти данные в первом приближении и с поправкой на применение клапанов в измерительных устройствах можно принять по табл.2.11.
Табл. 2.11. Значение комплексного эксплуатационного коэффициента, характеризующего различные теплопотребляющие производства ЦБП
Для расчета характеристик метрологической надежности клапана компания METSO AUTOMATION предлагает шире пользоваться возможностями специального диагностического оборудования на основе программы FIELD CARE. Заметим, что метрологические отказы обнаруживаются только при наличии встроенных датчиков и сенсоров, реагирующих на входные тестовые воздействия программы. При использовании FIELD CARE появляется возможность рассчитать тренды, определить скорость изменения выходных статистических характеристик, дать прогноз состояния, определить остаточный ресурс, назначить удлиненные межпроверочные и межремонтные сроки, проанализировать причины выхода из строя и вероятность появления аналогичной неисправности, в целом выявить слабые узлы с точки зрения потери метрологической надежности (постепенные отказы, перемежающиеся отказы и сбои). Особенно стоит отметить возможности выявления мест нестабильности поведения метрологических характеристик. После этого можно предусмотреть обоснованные сроки профилактики, снизить объем профилактических работ, подготовить необходимое проверочное оборудование, сгруппировать ремонты и поверки, и даже защитить свои документы по поверке перед инспектирующими организациями, например, Ростехнадзор.
Повышение расчетных характеристик норм надежности – одна из наиболее важных задач на современном этапе. Рост нормы надежности самого клапана позволяет не затрачивать дополнительные средства на повышение норм надежности, не снижать требования к тяжести режима и не облегчать режимы работы элементов и тем более не проводить резервирование. При этом можно руководствоваться данными табл., показывающей, какова норма надежности оборудования в конкретных условиях.
Табл. 2.12. Требования по мерам повышения надежности при различных потоках отказов измерительных комплексов ЦБП
Хотим напомнить, что количественные характеристики надежности, приводимые в справочниках, определяются при нормальных условиях эксплуатации при обычной температуре окружающей среды, давлении воздуха, минимальном коэффициенте нагрузки. В реальных условиях эти показатели резко отличаются. Так, если при нормальных условиях запорный клапан имеет интенсивность отказов примерно 3,4, то в реальных условиях, интенсивность отказов увеличивается до 6 раз и составляет уже 20,7.
СВЯЗЬ НАДЕЖНОСТИ С ПАРАМЕТРАМИ РАБОТЫ КЛАПАНА
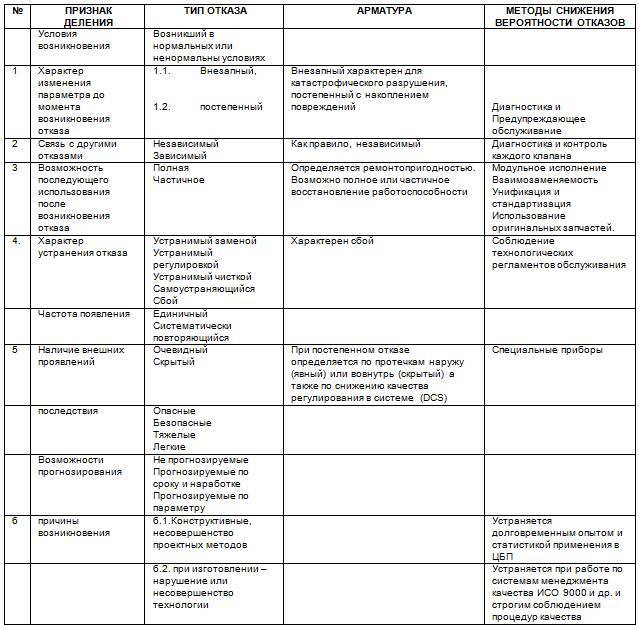
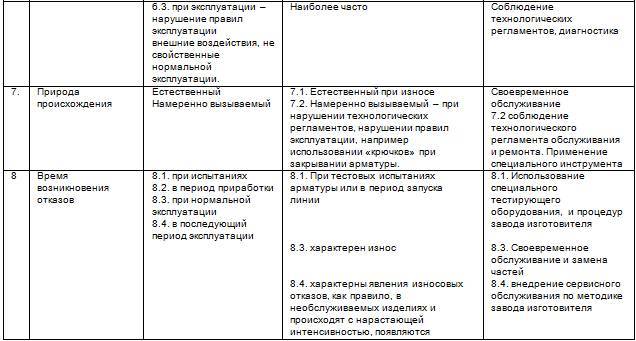
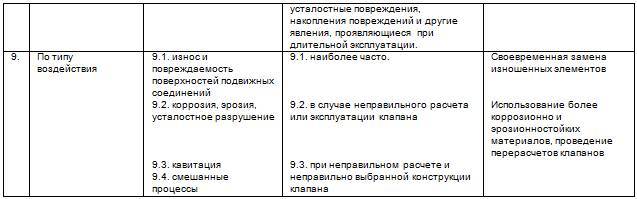
Надежность работы клапана связана как с технологией и самим процессом, так и с особенностями конструкции клапана. Для определения связи работы клапана с его надежностью ниже приводим таблицу классификации отказов, характерных для клапанов, табл. 2.13.
Табл. 2.13. Классификация отказов клапанов
Наиболее часто в клапанах происходит механическое повреждение поверхности. Поверхностное разрушение по сравнению с объемным является наиболее частой причиной отказов – до 80-85%. В целом, действие разрушающих факторов можно связать с работой клапана по следующим этапам:
1. Начальный этап – приоткрытие затвора – значительный перепад давлений и соответствующие ему высокие изгибающие нагрузки. Щелевое течение потока с высокой скоростью с сопутствующим высоким эрозионным и кавитационным эффектом. Наличие вскипания и микроповреждений поверхности. Уплотнения и края затвора, покрытия работают в анормальных условиях.
2. Постепенное открытие клапана на величину регулирования. Нормальный режим и истечение потока. Естественный износ. Длительное воздействие. Небольшие силовые и циклические нагрузки.
3. Закрытие клапана. Резкий рост момента на закрытие и механических напряжений на больших углах закрытия. Пульсации и возможность гидравлического удара. Возрастание скорости потока и затем его снижение при закрытии. Возможность эрозионных явлений. Характерны явления фильтрации (для шламов и пульп).