– Коррозионные среды с мягкими абразивами
– Коррозионные среды с твердыми абразивами
– Нейтральные среды с абразивами.
Поворотные клапаны широко используются для 1 и 2 групп, где воздействие на клапан и находящийся под постоянным воздействием среды затвор является минимальным.
Основным фактором, ограничивающим применение и срок службы арматуры в условиях коррозионного воздействия, является стойкость материала арматуры. Задача осложняется тем, что в металлургии химически активные среды часто содержат абразивы. Так, например, значительной абразивностью обладают отработанные электролиты никелевой промышленности.
Для работы в условиях агрессивных сред применяют наиболее коррозионно-устойчивые материалы, в частности титановые сплавы. Они хорошо стоят в условиях серной кислоты, где их стойкость выше по отношению к нержавеющей стали в 15-25 раза. Учитывая высокую стоимость и больший вес титановых задвижек, они часто заменяются титановыми поворотными заслонками.
3.2.1. Применение поворотной арматуры в производстве алюминия
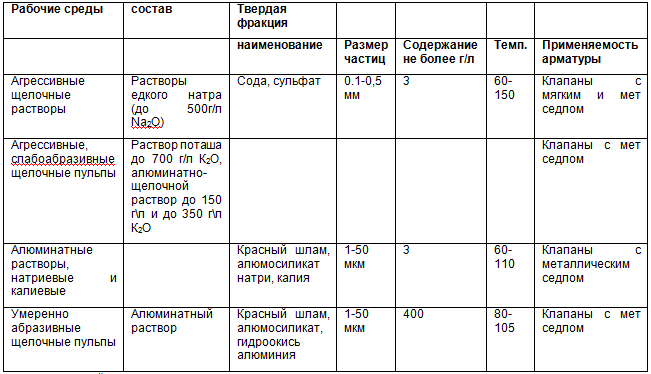
Специфические среды глиноземного производства составляют пульпы, шламы и суспензии с высокой щелочностью и абразивностью и склонностью к образованию на мокрых поверхностях твердых отложений, поскольку алюминаты способны разлагаться с образованием нерастворимых соединений, таких как гидроокиси и алюмосиликаты. Плотность рабочих сред составляет 1300-1700кг/м3. Температура – от 80 до 300оС и рабочее давление 0,8-12МПа.
Основная часть аппаратов включена в непрерывный многозвенный технологический процесс, работающий круглосуточно. В таких условиях ненадежная работа арматуры приводит к большим непредвиденным остановам и потерям. Основные среды глиноземного производства приведены в табл. 3.1.
Табл. 3.2. Рабочие среды глиноземного производства
*окончательный выбор определяется расчетом.
Используется арматура диам 100-400мм, с обычным сроком использования на пульпах не более 6 мес и на чистых средах до 5-6 лет.
3.2.2. Применение поворотной арматуры в производстве никеля
ОБЩИЕ ХАРАКТЕРИСТИКИ ПРОИЗВОДСТВА НИКЕЛЯ
В настоящее время в промышленности применяется до 3000 сплавов никеля с различными металлами. Наибольшее потребление никеля составляют жаропрочные и нержавеющие стали – до 30-50%, конструкционные стали 10-15%. сплавы на никелевой основе 16-20%, гальванические покрытия и никелирование 10-18%, чугунное и стальное литье, литые жаропрочные и немагнитные сплавы –10-12%, прочее, посуда, катализаторы, электроника и др. 8-10%. В настоящее время перерабатываются 2 основных типа руд, различающиеся по химическому составу и свойствам.
– Окисленные руды, характерен огневой метод получения никеля из руды, в основном за рубежом
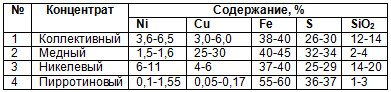
– Сульфидные в основном медно никелевые руды, с обязательным присутствием кобальта, металлов платиновой группы, (платина, палладий, родий, рутений, осмий, иридий) Переработка на основе флотационного обогащения, (для бедных руд 1-2,5% Ni) характерны для РФ.
Состав продуктов обогащения приведен в табл. 3.3.
Табл. 3.3. Состав продуктов при обогащении медно никелевых руд
Для извлечения никеля используют пиро и гидрометаллургические процессы
Окисленные руды при их переработке получают огневой никель для применения в черной металлургии, с небольшим рафинированием и очисткой от основных примесей (Fe, Cu, Co, S) в течение всей многостадийной обработки с получением марки Н3, Н4, по ГОСТ 849-70.
Сульфидные руды – требуют обязательного разделения меди и никеля с обязательным окончательным электролитическим рафинированием чернового металла. Получают никель высших марок вплоть до Н-0 с содержанием никеля не менее 99, 99% с извлечением до 14 ценных компонентов. Уровень производства и потребления клапанов отвечает более высоким требованиям.
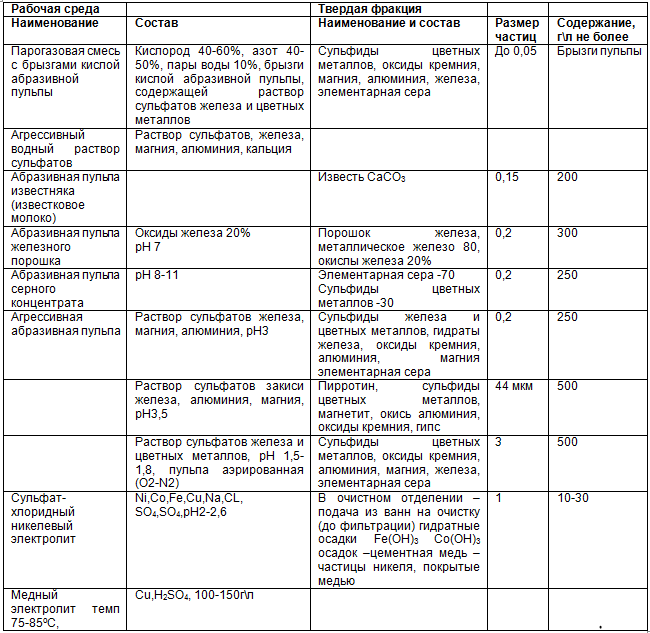
Рабочие среды никелевого производства
Рабочие среды никелевого производства приведены в табл. 3.4.
Табл. 3.4. Рабочие среды никелевого производства
2. ОСНОВНЫЕ КОНТУРЫ РЕГУЛИРОВАНИЯ В МЕТАЛЛУРГИЧЕСКИХ ПРОЦЕССАХ ПЕРЕРАБОТКИ СУЛЬФИДНЫХ РУД
1. Флотационное обогащение – с разделением на пирротиновый концентрат, медный концентрат и никелевый концентрат
Основные контуры флотационного обогащения – контуры подачи концентрата, добавки воздуха, пенообразователей, диспергентов, коагулянтов и т.п., отвода пены и шламов, циркуляционные схемы
Требования к процессу
Для эффективной работы флотоустановок должны соблюдаться следующие требования к регулированию процесса:
– рН оборотной воды должен поддерживаться на оптимальном уровне.
– Дозировка реагентов должна поддерживаться на стабильно постоянном и правильном уровне.
– Давление подаваемой воды должно поддерживаться на постоянном уровне и регулироваться в соответствии с требованиями процесса наиболее точно.
При несоблюдении требований потери и нестабильность процесса увеличивается.
Дополнительными требованиями являются использование контуров регулирования с широкими расходными характеристиками, что важно для воздуха, потребляемого в объеме до 50% от объема очищаемого раствора
Переработка никелевого концентрата имеет следующие процессы: плавка на штейн, завалка в печи, добавка флюса отвод газов, обработка шлака.
Основными процессами являются – добавки флюса, охлаждения печей, газоотвода и очистки, плавка никелевых концентратов на ГМК НН производится в руднотермических печах во взвешенном состоянии на подогретом обогащенном кислородом дутье.
Основными контурами являются – контуры горения, кислорода, подогрева дутья, сушки концентрата, участки пневмотранспорта подачи флюса и кокса, отвода газов и электрофильтра, водяного испарительного охлаждения
Контуры подвода флюса
В результате плавки получают небольшой выход штейна, обычно 8% от массы перерабатываемой руды. В тоже время загрузка флюса, сульфидизатора, (пирита), или гипса, известняка может потребовать такого количества, что технически и экономически будет неоправданно. Технико-экономические показатели плавки будут снижены, возрастут потери никеля со шлаками.
Контур пневмотранспорта флюса по этим причинам также является важным, поскольку точность дозирования определит погрешность заполнения печи материалом.
С учетом большего внедрения вместо гравитационных систем и систем пневмотранспорта в контролируемой среде, например, в конвертерных цехах вместо подачи воздухом используется подача контролируемого соотношения кислорода и азота по своим веткам, повышения степени автоматизации процесса, эффективность внедрения специализированных клапанов увеличивается.
Контур горения
Процесс горения топлива является одним из главных факторов, определяющие параметры работы печей при плавке никелевых руд. Качество сжигания топлива определяет температуру в печах, восстановительную способность топочных газов, производительность печей, расход топлива, извлечение металлов в штейн. Используется дорогой и дефицитный вид топлива – кокс. В фурмы должно подаваться дутье, обогащенное кислородом.
Совокупность этих параметров указывает на то, что обслуживающие печь контуры регулирования могут быть отнесены к критическим.
Контур испарительного охлаждения печей
До недавнего времени стены шахтных печей, например, на никелевых заводах изготавливали из водоохлаждаемых кессонов, шатер на колошнике выполняли также в виде огнеупорной кладки в металлическом каркасе или также из кессонов.