Исследование зубчатого зацепления заводного барабана с трибом центрального колеса показывает, что оно часто имеет дефекты, в результате которых боковая сторона зубьев барабана сильно срабатывается.
Плохое зацепление значительно затрудняет передачу крутящего момента пружины, поэтому его необходимо исправить. Установив дефект, немного запиливают колонки моста и смещают его в нужном (направлении, если же дефект значительный, то лучше заделать отверстия в мосту и платине и с помощью приспособления наметить новое положение заводного барабана. При мелком зацеплении можно удлинить расклепкой зубья заводного барабана. Для выполнения операции расклепки зубьев может быть изготовлена специальная наковальня из куска часовой пружины так, чтобы она точно прилегала к поверхности корпуса барабана. Зубья обтачивают с верхней стороны корпуса. Для этой работы необходимо употреблять хорошо отшлифованный молоток.
Момент пружины двигателя меняется по мере раскручивания пружины. При полном заводе он больше, чем три конце завода. Это непостоянство момента влияет на точность хода часов.
Для выравнивания момента пружинного двигателя в некоторых часах барабан снабжается специальным стопорным устройством.
Одна из конструкций такого устройства, состоящего из кулачка 1 и креста 2, показана на фиг. 110, которую называют механизмом мальтийского креста.
Фиг. 110. Механизм мальтийского креста.
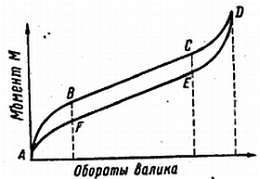
На фиг. 111 приведена характеристика работы пружинного двигателя, из которой видно, что наиболее прямолинейный участок расположен посередине (участки ВС и FE). С помощью механизма мальтийского креста, который позволяет сделать барабану только 4 оборота, выбирают этот прямолинейный участок. Повернув барабан примерно на 1 оборот, устанавливают палец в начальное положение. Через 4 оборота палец упирается в выступ звездочки, и происходит остановка механизма часов; таким образом это устройство как бы отрезает концы характеристики. Палец крепят на квадрате вала. При ремонте необходимо убедиться, что он не трется своей поверхностью о крышку барабана с одной стороны и о выточку платины — с другой. В обоих случаях это вызовет дополнительную потерю энергии пружинным двигателем.
Фиг. 111. Характеристика работы пружинного двигателя.
Работу стопорного механизма проверяют при снятой заводной пружине, что гарантирует его от случайных повреждений.
Разработанные отверстия, изношенные края пальца и звездочки могут создать затруднения в работе механизма. Механизм кажется очень простым, тем не менее его малейшая неисправность может вызвать остановку часов. Винт крепления креста должен быть завинчен до конца. В отдельных случаях дефект исправляют легким шлифованием, которое может быть произведено шлифующими порошками.
Если не удается восстановить работу механизма, то для его отключения надо снимать не палец, а звездочку. Однако необходимо помнить, что это ухудшает качество часов.
При ремонте часов бывают случаи, когда необходимо определить размеры заводной пружины (находящейся в барабане или новой). Такое определение может быть выполнено несложным расчетом и замерами. При выполнении расчета прежде всего определяется время 1 оборота барабана. Число зубьев барабана делится на число зубьев триба центральною колеса. Число оборотов барабана, необходимое для полной заводки, определяется делением минимума 36 (число часов хода) на число часов, в течение которого происходит 1 оборот барабана. Измерением определяется внутренний диаметр барабана и делится на отвлеченное число 12,5. Разделив полученное частное на число оборотов барабана, необходимое для полной заводки, получаем толщину пружины.
Размеры заводных пружин в мм приведены в приложении 3.
Пример. Барабан имеет zб = 78; триб центрального колеса z'ц = 12; внутренний диаметр барабана 12 мм. Определить толщину требуемой пружины.
zб/z'ц = 78/12 = 6,5·1 = 6,5 часа
36/6,5 = 5,5 оборота для полной заводки
12/12,5 = 0,96,
тогда толщина пружины будет равна
0,96/5,5 = 0,17 мм
Подсчет является примерным, и проверка его производится после установки пружины в барабан по занимаемой ею площади.
Пружина правильной длины обычно имеет от 11 до 13 витков.
Для наручных и карманных часов принято считать, что 1/3 пружинного двигателя внутреннего диаметра барабана занимает вал. Толщина всех витков пружины должна быть равна с каждой стороны 1/4 радиуса барабана. Если это условие соблюдено, то пружина подобрана правильно. Высоту пружины определяют замером, как это было описано выше.
Пружина нормальной длины и необходимого усилия обеспечивает 5,5 оборота вала барабана от начала до конца заводки.
Для суточной работы механизма требуется 3,5 оборота вала барабана. Два оборота являются резервными для случая несвоевременной заводки. Пружина с завышенным крутящим моментом увеличивает износ зубьев колес трибов, цапф осей и опорных отверстий в пластинах. Ремонтуар механизма будет изнашиваться быстрее и даже вызывать поломку (зубьев заводного и переводного трибов, барабанного колеса).
Пружина с малым крутящим моментом будет не в состоянии обеспечить нормальную работу регулятора хода — часы будут сильно отставать или даже останавливаться. Длинная пружина независимо от упругости непригодна, так как сокращает число оборотов барабана. Продолжительность работы часового механизма с длинной пружиной одинакова с продолжительностью работы механизма с короткой пружиной.
При короткой пружине часовой механизм не будет выхаживать установленное количество часов, и в конце суток механизм будет показывать время неправильно и останавливаться.
Узкая паужина недостаточно сильная, может обеспечить работу механизма однако при развороте будет изгибаться и создавать дополнительное трение о крышку и дно барабана.
Широкая пружина будет заклиниваться между дном барабана, создавая чрезмерное трение и выход крышки из посадочного места.
Часовому мастеру необходимо знать, что ржавление (коррозия представляет собой процесс соединения металла с кислородом воздуха.
При сухой поверхности стальных деталей процесс коррозии протекает медленно, присутствие влаги способствует более быстрому процессу.
Попадание на металл солей и кислот способствует процессу коррозии, что может иметь место при соприкосновении металла с потными пальцами рук.
На заводах в целях предохранения от коррозии на пальцы рук надевают резиновые напалечники, а механизмы прикрывают пыльниками.
§ 10. Оси и опоры
В часовых механизмах оси, как правило, составляют одно целое с трибом, колеса закрепляют с помощью глухой или фрикционной посадки.
Фрикционная посадка обеспечивает возможность поворота колеса на оси при приложении определенных усилий.
Нормальная работа зубчатой передачи всякого механизма, и особенно часового, возможна только в том случае, если оси, на которых закреплены колеса, отвечают определенным требованиям.
Оси колес должны быть строго параллельны между собой за исключением передач со взаимно-перпендикулярными осями.
Ось вращаясь в опорах механизма, должна иметь определенный осевой (направленный вдоль оси) и радиальный (направленный вдоль радиуса оси) зазоры.
В часовых механизмах эти зазоры, как правило, имеют очень небольшую величину, что обеспечивает нормальную работу передачи. Цапфы вращающихся осей должны быть очень хорошо отполированы, с тем чтобы максимально уменьшить трение, возникающее в опорах.