Вибрационные машинки имеют обычно крупные эталонные балансы, число колебаний которых может быть также изменено с помощью градусника, смонтированного на платине приспособления. Некоторым приспособлениям придаются сменные эталонные балансы с различным количеством колебаний в единицу времени.
В крупных часовых мастерских операции, связанные с обработкой спирали баланса, целесообразно поручать специальным лицам. При накоплении опыта они могут выполнять все операции достаточно быстро и в полном соответствии с техническими требованиями. Проведение вибрации также требует определенных навыков.
При вибрации производят наблюдение за частотой колебаний перекладин балансов образцового и проверяемого, добиваясь их совпадения. Если проверяемая спираль не имеет требуемой длины, то совпадения колебаний перекладин не будет.
Обычно спираль имеет большую длину, чем это требуется, постепенно укорачивая ее, добиваются совпадений. Отдельные типы вибрационных машинок конструктивно выполняются так, что можно наблюдать только спицу эталонного баланса, так как мелькание обода и винтов баланса отвлекает внимание оператора. Движение перекладины хорошо просматривается через матовое стекло, что значительно облегчает работу.
При отсутствии вибрационной машинки операцию вибрации можно выполнить с применением секундомера или хорошо выверенных часов с секундной стрелкой.
Выполнение операции вибрации при помощи секундомера или часов производят путем подсчета числа колебаний баланса в единицу времени.
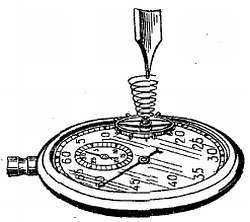
Баланс со спиралью помещают на стекло секундомера или часов (фиг. 56) и, захватив внешний конец спирали пинцетом, поднимают его вверх резким движением, сообщая этим балансу колебательное движение в двух направлениях.
Фиг. 56. Вибрация с помощью образцовых часов.
Когда спиральная пружина развертывается, баланс опускается и цапфа ударяется о стекло часов. Принимая для счета отрезок времени в какое-то количество секунд (удобнее принимать от 10 сек. и выше с интервалом 5 или 10 сек.), производят подсчет количества ударов цапфы проверяемого баланса о стекло.
В часах, имеющих 18 000 колебаний баланса в час, проверяемый баланс делает за 10 сек. 25 колебаний и за 5 сек. 12,5 колебания.
Подсчет достаточно провести в интервале 15–20 или 30 сек.
Счет следует начинать с нуля, а не с единицы.
Поддержание колебаний баланса при подсчете производят понижением и поднятием пинцета, в котором удерживается внешний виток, в такт его колебаниям.
Используя точно идущие эталонные часы, можно осуществить операцию вибрации аналогично тому, как это производится на вибрационной машинке, следя за совпадением перекладин проверяемого баланса и эталонных часов. Для этого эталонные часы переворачивают циферблатом вниз, открывают заднюю крышку, а сверху накладывают стекло.
При всех способах вибрации несовпадение устраняется перемещением точки удержания спирали до получения необходимого результата.
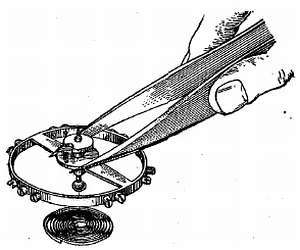
Используя эталонные часы крупного калибра, можно изготовить очень хорошее приспособление для вибрации. Для этого снимается накладной камень, верхняя цапфа оси баланса изготовляется длиннее, чем обычно; она должна выступать: над мостом баланса. На этот конец туго напрессовывается латунная втулка, имеющая коническую выемку по размеру цапф осей вибрируемых балансов.
Вибрируемый баланс подвешивают так, чтобы нижняя цапфа его входила в коническую выемку втулки, укрепленной на оси эталонного баланса. Эталонный баланс при своих колебаниях будет приводить в движение проверяемый баланс. В том случае, когда спираль не соответствует балансу, вибрируемый баланс будет двигаться рывками. По мере приближения спирали к требуемой длине колебания испытуемого баланса будут более длительными, но он все же остановится, перед тем как снова начать колебания, и, наконец, когда длина спирали будет подобрана точно, оба баланса будут совершать колебания с большой амплитудой.
Такой способ исключает необходимость в вычислении количества колебаний, прослушивании или контроле совпадения перекладин балансов, он не требует какого-либо напряжения, внимания.
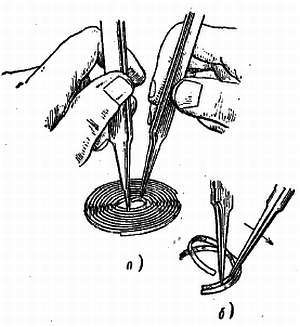
В том случае, когда на подбираемую спираль не закреплена колодка, предварительная проверка и вибрация могут производиться без колодки. На конце оси баланса закрепляют восковой или пластилиновый шарик размером, не превышающим межвитковое расстояние внутренней части спирали. В этот шарик вдавливают конец внутреннего витка, как показано на фиг. 57.
Фиг. 57. Предварительное закрепление спирали восковым шариком.
Спираль, установленная на балансе и помещенная в механизме, должна свободно закручиваться и раскручиваться, не соприкасаясь, с окружающими ее частями. Она должна быть хорошо центрирована.
При разборке часов, подлежащих ремонту, необходимо проверить центрирование спирали и убедиться, что она не соприкасается с замком градусника, колонкой, мостом, перекладиной баланса или центральным колесом.
Исправление значительно погнутой спирали — операция кропотливая, не всегда дающая положительные результаты. Исправленная спираль почти всегда работает хуже, чем новая.
При ремонте часов все же очень часто приходится производить исправления спирали, вызываемые неправильным расположением витков, неправильным закреплением в колодке, плоскостным биением или неправильной формой концевой кривой. Самые незначительные погрешности в установке спирали необходимо тщательно устранять.
Правку и центрирование спирали производят при помощи двух пинцетов (фиг. 58, а). Одним пинцетом спираль удерживают, другим производят выгибание витка в определенное направление (по стрелке на фиг. 58, б).
Фиг. 58. Исправление спирали по плоскости.
Выполнение исправлений спирали на бумаге или на тонком стекле при боковом освещении создает тени между витками и затрудняет выполнение операции.
Тени мешают отчетливо различать витки спирали и затрудняют определение места правки.
В целях устранения теней исправляемую спиральную пружину необходимо располагать на толстом стекле или тонком стекле с подставкой, с тем чтобы отделить тени от спирали. Очень удобно выполнять операцию правки на матовом стекле, освещенном снизу.
Исправление спирали, закрепленной на мосту, по плоскости показано на фиг. 59.
Фиг. 59. Прием правки спирали.
Причиной искажения формы спирали в плоскости обычно является ее скручивание у колонки или колодки, а не изгиб средних витков. Поэтому исправление производят подгибкой спирали у мест скручивания.
В спиралях, имеющих концевую кривую, нарушение плоскостности иногда вызывается изгибом внешнего витка в том месте, где концевая кривая переходит в спираль. Исправление спирали производят изгибом в противоположную сторону специально заточенными пинцетами, которые применяют только для этой цели. Пинцеты, применяемые для правки, как и другие инструменты, не должны быть намагниченными, а также должны свободно входить между витками спирали.
Центрирование спирали производят как до монтажа опирали на балансе, так и после него.
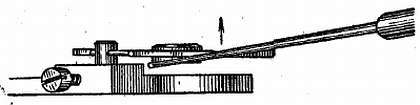
Центрирование отдельной спирали можно выполнять на станке, устанавливая ее на оправку, зажатую в цанге станка. Медленно вращая шпиндель, производят проверку и исправление биения. Центрирование спирали, или, как называют эту операцию, правка «средней» в сборе с балансом, удобно выполнять на приспособлении (фиг. 60). Верхнюю ножку приспособления отжимают пальцем на ее головку.