Исследуя явление, они убедились: да, это искра переносит металл. И тогда возникла идея: а что, если, наоборот, не уменьшить, а увеличить переносящую силу искры и использовать этот метод для обработки металла?
Сегодня станки электроискровой обработки можно найти на многих предприятиях. Вместо сверхтвердого резца у них вставлен инструмент из мягкой латуни. Но не он, а электрическая искра, вылетающая из него, обрабатывает здесь металл.
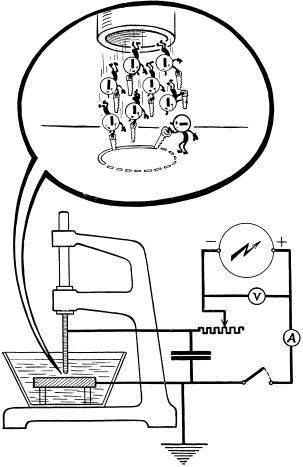
Заготовка изделия — безразлична ее твердость, предварительная термическая обработка — помещается в ванне с водой или другой не проводящей электрический ток жидкостью. К ней подсоединяют один из электродов довольно сложной электрической схемы станка. Второй элемент соединен с мягким латунным инструментом. Вот он начинает наклоняться над заготовкой, вот приблизился к ней. Замутилась вода около латунного лезвия. Началась прошивка отверстия.
Латунный резец не касается заготовки. Специальное устройство все время поддерживает его на таком расстоянии, чтобы непрерывно проскакивали искры. И по мере образования отверстия резец медленно опускается в него. Нет, он опускается совсем не медленно: ведь под ним сверхтвердая закаленная сталь, которую даже не поцарапало бы лучшее сверло. И все же в пластинке толщиной в 2 см всего за одну минуту мы проделали сквозное отверстие.
Латунный резец можно сделать любой формы и любого размера. Можно просверлить им отверстие диаметром в 5 микрон, в десять раз тоньше человеческого волоса, и вырезать паз любой, самой причудливой формы. Можно им «высверлить» и кривое отверстие.
Электроны вместо резца.
На автоматических заводах будущего и дирекция будет автоматической Но художник, конечно, не ручается, что директор будет выглядеть именно так.
И, пожалуй, самое главное: этим способом можно обрабатывать любой самый твердый металл.
Конечно, у электроискровой обработки есть и недостатки. Она требует больших затрат электроэнергии, ее производительность на мягких металлах ниже, чем при обработке резанием.
Дальнейшим развитием электроискровой обработки является электроимпульсная.
Станки для обработки электроимпульсным методом внешне почти не отличаются от электроискровых. Изменена в них только электрическая схема. Однако производительность электроимпульсной обработки в 5–6 раз выше. Лучше обстоит дело и с расходом электроэнергии и с изнашиваемостью металла «резца».
А вот и еще один станок, в котором инструмент сделан не из сверхтвердого сплава, а из мягкого кровельного железа. Это станок для анодно-механической обработки.
Видели вы циркулярную пилу? Вот так же вращается и тонкий железный диск этого станка. Только у него нет зубцов, его обод гладкий, словно полированный. И все же в заготовке, которую режут этим удивительным диском, все углубляется и углубляется щель.
Секрет анодно-механической обработки прост. Один полюс источника тока подсоединен к диску, другой — к детали. Место их соприкосновения непрерывно поливается каким-либо электролитом — жидкостью, проводящей электрический ток. Поэтому ток постоянно течет сквозь зону резания.
Этот ток постоянно разъедает металл, образуя на поверхности тонкую пленку. Пленка соскабливается вращающимся диском, и снова обнажается металл. Происходит непрерывное электрохимическое разрушение детали. Вместе с тем имеет место и электроэрозионный процесс разрушения металла искрой.
На ряде заводов введение анодно-механической резки металла взамен механической повысило производительность труда в полтора с лишним раза. А стоимость анодно-механической резки почти в два раза ниже резки механической.
Еще проще электроконтактная обработка. Схема станка для нее такова же, что и при анодно-механической, но, во-первых, в этом случае используется не постоянный, а переменный ток, во-вторых, дело обходится без электролита. В месте соприкосновения диска и разрезываемого металла возникает очень высокая температура. Металл заготовки размягчается и выбрасывается металлом диска, который успевает охладиться.
Электроконтактная обработка применяется для резки проката и труб, для обработки шариков для подшипников.
Электричество может осуществлять не только грубые, но и самые тонкие отделочные операции. Оно может даже шлифовать.
Сущность этого процесса такова же, как и при анодно-механической обработке. Бруски из абразивного материала, с небольшой силой прикасаясь к обрабатываемой поверхности, снимают с нее пленку окисла, а электролит, сквозь который проходит ток, растворяет металл.
Производительность такой шлифовки в 5–6 раз выше других чисто механических способов, обеспечивающих ту же точность и чистоту поверхности.
Высокую чистоту поверхности можно получить и электрическим полированием. В этом случае изделие помещают в электролит и через него пропускают электрический ток. Интересно, что при этом растворение металла происходит в первую очередь с выступов на поверхности металла, так что в общем его поверхность становится очень чистой.
В речи на Всесоюзном совещании по энергетическому строительству в ноябре 1959 года Никита Сергеевич Хрущев сказал:
«Что такое электрификация всей страны? Это — основа основ развития народного хозяйства. Без осуществления электрификации нельзя на современном этапе успешно и быстро двигать вперед и тяжелую индустрию и строительство, транспорт и сельское хозяйство, производство товаров народного потребления, нельзя поднять культуру производства и быта. Электрифицировать всю страну — это значит дать могучую энергию новому обществу, ускорить развитие его производительных сил…»
Это полностью относится и к металлургии и к металлообработке.
И дело не только в том, что современный прокатный стан имеет вместо паровой машины электродвигатель. Дело в том еще, что только в электропечах можно выплавить сверхкачественную сталь для высокопрочного проката, что только электричество обеспечивает автоматизацию этого прокатного стана, что оно позволяет осуществить такую обработку деталей, сделанных из этой стали, какой иначе выполнить невозможно. И, самое главное, во всех этих случаях неизмеримо растет производительность человеческого труда.
Только началось применение электрических способов обработки металла в цехах, где осуществляется его резание. Но уже в целом ряде случаев методы обработки, основывающиеся на применении электричества, конкурируют и превосходят механическое резание по всем показателям.
И, конечно, они будут завоевывать у механического резания все новые позиции, поднимая производство на новую, высшую ступень.
VI. КРЫЛАТЫЕ МЕТАЛЛЫ
Впервые его получил в сравнительно чистом виде знаменитый датский ученый Эрстед в 1825 году. В 1854 году французский химик Сент-Клер Девилль разработал технологию получения этого металла, уже пригодную для промышленности. Но только метод русского ученого Н. Н. Бекетова, предложенный в 1865 году, стал достоянием заводской практики. Однако и позже будущий первый из крылатых металлов продолжал оставаться драгоценным.
Общедоступным сделало алюминий открытие способа его получения электролизом криолито-глиноземных расплавов. Это открытие одновременно в 1886 году на двух концах света, не зная о работах друг друга, сделали француз П. Эру и американец У. Холл.
Бесспорно, алюминий — металл XX века, металл скоростных автомобилей, стремительных самолетов, космических ракет. Но из глубокой древности приходят к нам легенды об этом таком вездесущем и таком непокорном, не дающемся в руки металле.