CNAPC — постоянная, амплитуда шума в выходных решениях отделов снабжения потребителя (часть от полного потока).
Здесь, как и ранее, принимается CNSPC=0 и CNAPC=0.
В тех случаях, когда уровень заказов в процессе оформления в отделах снабжения сокращается (среднее время запаздывания DRCC равно 3 неделям), целесообразнее рассматривать более короткий период CNSPC, составляющий около одной недели.
Этим мы завершаем формулирование модели, которая будет использована в следующей главе.
Глава 15
ИССЛЕДОВАНИЕ ПРОИЗВОДСТВА И ИСПОЛЬЗОВАНИЯ РАБОЧЕЙ СИЛЫ(продолжение)
В разделе 15.1 данной главы исследуется динамическое поведение системы, описанной в главе 14. Для определения условий, при которых система проявляет наибольшую чувствительность, в разделе 15.2 модель испытывается при различных значениях параметров. В разделах 15.3—15.7 вводятся изменения в структуру системы и ее руководящие правила с целью увеличить стабильность численности рабочей силы, улучшить положение с денежными средствами, упорядочить портфель заказов и сроки их исполнения без повышения уровня запасов и его колебаний.
В главе 14 дан анализ и разработана модель такой практической деятельности, которая, как это представлялось, имела место в промышленной системе. В настоящей главе сначала исследуются характеристики данной модели с таким расчетом, чтобы убедиться, что ее поведение в достаточной мере соответствует действительной системе, описанной в разделах 14.1, 14.2 и 14.3. Затем заменяются некоторые положения, описанные в разделе 14.4, с тем чтобы проверить чувствительность системы к их изменениям при первоначально принятых правилах управления. Затем вводятся изменения и в некоторые из этих правил, чтобы улучшить систему управления. В заключение проводится сопоставление характеристик новой и старой систем.
15. 1. Старая система
Как и в главе 13, в данной главе система сначала испытывается в условиях ввода идеализированных данных, которые позволяют понять динамический характер системы. Эти данные будут представлены сначала скачкообразным изменением величины поступающих к покупателям заказов, а затем и периодическим их изменением. После этого будет проведено исследование влияния случайных изменений в исходящем потоке технического отдела фирмы, являющейся покупателем деталей электронного оборудования.
15.1.1. Скачкообразное изменение спроса
Для получения первоначального представления о характере такого типа системы, с которой мы имеем, дело, применяется скачкообразно меняющийся ввод. Он позволяет установить, не преобладают ли в данном случае собственные частоты, которые характеризуются лишь медленным затуханием. Если это так, то можно определить их период, а также степень затухания, а если система неустойчива — то и степень увеличения амплитуды колебания.
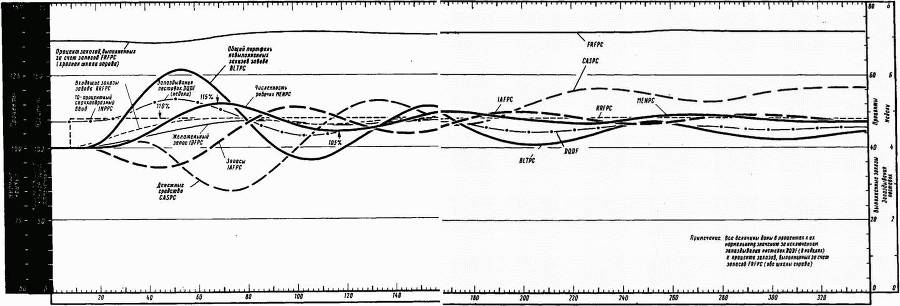
На рис. 15-1 показано 10-процентное скачкообразное изменение независимого ввода заказов на оборудование покупателям деталей. В ответ на такой ввод система реагирует периодическими колебаниями. Период этих колебаний составляет около 100 недель с максимальными значениями численности рабочих, появляющимися по истечении 68, 168 и 266 недель[93].
Рис. 15-1. Модель промышленного производства деталей электронного оборудования (старые руководящие правила скачкообразный рост спроса).
Степень затухания колебаний составляет примерно 50 % за каждый цикл, то есть максимальное отклонение величины численности рабочих от ее установившегося значения уменьшается вдвое с каждым новым периодом колебаний[94]. Такое затухание следует считать очень медленным.
Столь малая степень затухания за один цикл свидетельствует о довольно устойчивой тенденции системы к колебаниям с периодом, несколько меньшим двух лет. Как и в главе 13, в данном случае можно заметить, что система в большей степени подвержена возмущениям под влиянием случайных помех, повсеместно в ней встречающихся. Можно ожидать, что система будет весьма значительно усиливать любые внешние или внутренние возмущения с периодом, близким к двум годам.
Исследование кривых на рис. 15-1 показывает, что высшие и низшие точки кривой численности рабочих появляются в те же моменты, что и у кривой типа входящих заказов. Когда обе эти величины достигают максимума, запасы повышаются наиболее интенсивно, как это и было проиллюстрировано раньше на рис. 14-1. И наоборот, запасы уменьшаются, когда численность рабочих и темп входящих заказов понижаются в наибольшей степени. При этом колебания численности рабочих в два раза интенсивнее по сравнению с темпом входящих заказов; разница между ними соответствует изменениям в запасах. Как уже отмечалось в разделе 14.1, запасы в данном случае скорее усиливают колебания численности рабочих и производства, чем помогают выравнять их.
Внезапный подъем деловой активности незамедлительно повышает наличие денежных средств при одновременном истощении запасов. В период же пополнения запасов наличие денежных средств уменьшается с тем, чтобы снова увеличиться при дальнейшем подъеме уровня деловой активности и повышения прибыльности.
Рис. 15-1 свидетельствует о двух серьезных затруднениях, появляющихся в системе:
— при любом заданном изменении входящих заказов завода обнаруживается, что численность рабочих, запасы, денежные средства и портфель заказов изменяются в большей степени, чем заказы заводу;
— информация обратной связи об условиях и сроках поставок заводов вызывает колебания в самих темпах поступления входящих заказов.
В данном случае, как и в других подверженных колебаниям информационных системах с обратной связью, естественный период колебания саморегулируется, приближаясь к периоду, при котором в контуре обратной связи появляется максимальное усиление.
На рис. 15-2 изображено большинство тех же кривых, что и на рис. 15-1, но в увеличенном масштабе, с тем чтобы яснее можно было увидеть связь во времени между различными переменными[95]. Взаимодействия обратной связи можно проследить в той части диаграммы 15-2, которая расположена между точками, соответствующими 120 и 220 неделям. В первой из указанных точек численность является минимальной и уровень запасов снижается. Поскольку уровень запасов снижается, то в интервале времени от 115 до 150-й недели запаздывание поставок заводом увеличивается. В связи с последним обстоятельством технический отдел покупателя через некоторое время перестраивает свою работу и начинает быстрее выдавать спецификации на покупаемые детали. Это снижение сроков составления спецификаций в техническом отделе покупателя проявляется в интервале между 120-й и 165-й неделями. Увеличение запаздывания поставок заводом и ускорение составления спецификаций приводят к увеличению потока заказов покупателей в течение периода от 115-й до 160-й недели. Снижение запасов и рост темпа продаж влечет за собой увеличение численности рабочих в промежутке между 120-й и 170-й неделями. В точке, соответствующей 148-й неделе, темпы производства и поставок совпадают, о чем свидетельствует минимум кривой запасов, в районе которого величина запасов неизменна. К 152-й неделе возрастание запаздывания поставок заводом прекращается. В результате входящие заказы достигают своего максимума к истечению периода в 162 недели. Высокая численность в это время приводит к быстрому росту запасов, что в свою очередь влечет за собой уменьшение запаздывания поставок в интервале от 160-й до 200-й недели. Последнее обстоятельство дает возможность покупателю несколько снизить темпы размещения заказов, вследствие чего их число уменьшается. Избыток запасов и уменьшение заказов приводят к снижению численности рабочих, которая достигает минимума к моменту, соответствующему 220-й неделе. Полный цикл, занимающий 100 недель, связывает, таким образом, в единую цепь рабочую силу, запасы, запаздывания поставок, подготовку, технических спецификаций, размещение заказов, снова рабочую силу и т. д.