Плиты брони прокатны и изготовлены на заводе Биль и К° в Англии; 8-дюймовые же плиты — у гг. Брауна и К°. Подкладка под броней сделана из тика, 8 д. толщины. Подкладка же под броней на башне состоит из двух рядов тика в 8 и 4 д. толщиной, скрепленных каждый диагональными железными ридерсами. Кроме того, с внутренней стороны, башни обшиты железными листами толщиной в 1 дюйм. Палуба лодки защищена 1-дюймовым листовым железом, положенным под настилку на бимсы. Настилка же толщиной от башен до ватервейсов в 3 д., а на средине судна в 4 дюйма. Вес каждой башни с тиковой подкладкой и креплением 87,21 тонн. Вес блиндированной капитанской рубки с подкладкой и креплением 9,65 т. Вес же боковой брони с болтами 214 тонн.
Каждую башню лодки предполагалось сначала вооружить двумя 60 ф. орудиями, но в последствии, с введением у нас стальной артиллерии, предположение это изменилось, а так как переделывать башни было уже поздно, то решено было поставить в каждой, вместо двух чугунных, одно стальное 8 дюймовое нарезное орудие. Мореходные качества лодки сохранились те же, и она получила, считая со снарядами, артиллерию почти того же веса, но несравненно сильнейшую, по действенности выстрелов.
Рангоут лодки «Смерч» железный, мачты треножные, по системе капитана Кольза, телескопические, изготовлены в Англии и собраны у нас, так что техники наши имели случай ознакомиться с работами этого рода. Имеет марселя по системе Куннингама и брамсели. Бизань-мачта голая.
200-сильная двойная машина изготовлена на заводе Модзлея сына и Фильда в Лондоне. Два винта, каждый в 8 ф. в диаметре. Кроме этих машин и донки, лодка имеет 6-сильную вспомогательную машину с особенным котлом и при ней помпу. Машина эта приводит в движение вентилятор, служащий для освежения кают и увеличения тяги к топкам, и служит также для вращения башен. Кроме всего этого, лодка имеет плавильную печь для плавки металла в бомбы Мартина.
Общая стоимость лодки, не считая расходов на то, что по условию должно быть сделано казной, простирается до 504000 р., из них на механизм 90000 р.
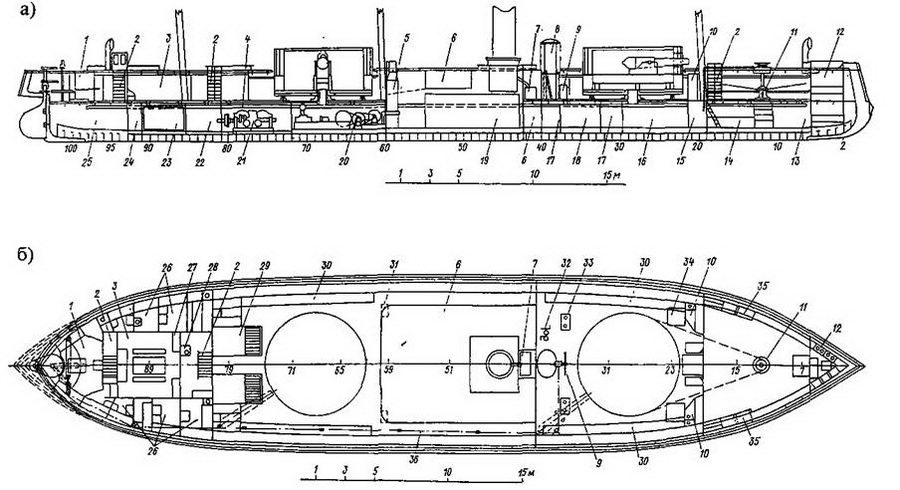
Двухбашенная броненосная лодка “Смерч”
(а- продольный разрез, б — план нижней палубы)
1-каюта командира; 2-трап, 3-кают-компания; 4- вентиляционная магистраль с отходящими вверх вдувными патрубками, 5-вагранка в котельном отделении для плавления металла, заливаемого в бомбы. 6-угольные ящики, 7-камбузы, в — боевая рубка; 9-штурвал рулевого управления, 10- каюта боцмана; 11 — ручной шпиль с вымбовками и баллером к звездочке на верхней палубе, 12-гальюн; 13 — кладовая; 14-шкиперская. 15-цепной ящик, 16 — хранилище артиллерийских принадлежностей; 17-водяные цистерны, 18-крюйт-камера; 19 — котел, 20-вспомог ательная паровая машина; 21 — главная машина; 22-провизионный погреб, 23 — бомбовый погреб: 24-погреб для ядер; 25,26,27-офицерские каюты; 28-люк для подачи бомб, 29 — световой люк; 30,35 рундуки, 31 — угольный люк, 32- насос; 33-люки подачи пороха; 34-сходной люк: 36- штуртрос с роульсами от румпель талей к штурвалу.
Двухбашенные броненосные лодки “Русалка” и “Чародейка”
(Из журнала “Морской сборник” № 6 за 1866 г.)
Броненосные канонерские лодки, с двумя башнями, системы капитана Кольза, «Чародейка» и «Русалка» строятся по одному чертежу. Размерения их следующие: наибольшая длина 210 ф., длина по грузовой ватерлинии 200 ф.; наибольшая ширина 42 фута; глубина под верхнюю палубу 14 фут 6 дюймов; водоизмещение 1850,36 тонн; строевых тонн 1626. Число башен — две; наружный их диаметр 26 фут, а внутренний 22 дюйма; углубление на ровный киль 11 фут. Броня, на этих судах, будет расположена следующим образом: толщина ее на главной части будет составлять 4 1/2 дюйма, с постепенным уменьшением к носу и корме, начиная с уменьшения не далее пятидесяти фут от носа и кормы, где толщина брони будет, — у форштевня 3 1/4 дюйма, а у ахтерштевня до 3 1/4 дюймов. Толщина подкладки под броню от 12 до 18 дюймов. Суда эти будут вооружены четырьмя 300-фунтовыми орудиями, но два в каждой башне.
Контракт на постройку этих судов первоначально был заключен с коммерции советником Кудрявцевым, а впоследствии, за смертью его, дальнейшее производство работ передано строителю железных судов Чарльзу Митчелю и К°. Контракт заключен 14 января 1865 г. и тогда же приступлено к работам; приготовить лодки к спуску на воду назначено осенью нынешнего года, а окончательно достроить и отделать к маю 1867 года. Оба судна строятся из русского железа, с полной и окончательной отделкой, кроме рангоута, вооружения, шпилей, камбузов, водоопреснительных аппаратов, помп, фонарей, посуды, компасов, навигационных инструментов и вообще всех тех предметов, которыми суда снабжаются на кампанию, а также без брони.
Контрактная цена на каждое судно 539000 р. От порта даны контрагенту — эллинги, мастерские, плаз и магазины для хранения материалов, каменный уголь и прочее топливо, необходимое для работ; в обязанности порта отнесены также содержание и действие паровой машины в мастерской, освещение газом эллингов, плаза и мастерской. В Кронштадте, для крепления брони, будут даны: горны, печи, механизмы, прессы, стойки, перевозные тележки, краны и вообще все необходимые для производства работ механические приспособления и нужный такелаж.
Из ста шестнадцати блиндажных плит на обе лодки, восемьдесят приготовляются на Камском железоделательном заводе горного ведомства, а остальные тридцать шесть будут прокатаны на железопрокатном заводе Адмиралтейских Ижорских заводов. Наблюдающие за постройками судов: по лодке «Чародейка» корабельный инженер подпоручик Самойлов, а по лодке «Русалка» штабс-капитан Михайлов.
Механизмы на каждое судно, в 200 нарицательных сил, со всеми к ним принадлежностями, инструментами, запасными вещами и полной установкой их на суда, изготовляются также на литейном и механическом заводе наследников дворянина Берда, в С.-Петербурге, по 127000 руб. за каждый механизм. Непременным условием, при выполнении этого контракта, постановлено, чтобы машины, котлы и все их принадлежности были отделаны в России из русских металлов и материалов. Машины должны быть горизонтальной системы, прямого действия, и устроены так, чтобы могли работать каждая пара отдельно и обе вместе, для чего каждая должна иметь свой гребной винт.
Работы по постройке обоих лодок, доведены до следующей степени готовности. На каждую из этих лодок назначено употребить железа по 600 тонн (37200 пуд.); из этого количества, по настоящее время, употреблено в дело до 508 т. {31556 пуд.). Все это железо пошло на изготовление набора, который, за исключением 7 последних носовых шпангоутов, весь уже поставлен.
Наружная обшивка положена почти вся на место; оба старнпоста на месте; а форштевни отковываются на Адмиралтейских Ижорских заводах и в непродолжительном времени будут доставлены к месту постройки; с постановкой их на место, будут поставлены и те 7 шпангоутов, о которых сказано выше, и тогда же закончится наружная обшивка. Половина тиковой подкладки положена на место и закреплена; бимсы, карлингсы, связные поясья или стрингеры, боковые кильсоны или интеркастели, все поперечные переборки, кроме последней кормовой, и все продольные поставлены на место и укреплены.
Железная настилка верхней палубы вся на месте и закреплена, кроме небольшого пространства в носовой части. Начата приделка боковых килей; обделываются рули и румпеля и заготовляются фальшборты. Словом, работы доведены до такой степени, что лодки, согласно условию контракта, могут быть спущены на воду своевременно.
Во время церемонии закладки место для закладных дощечек, на обоих лодках, было тщательно вырублено, как раз по величине их, на старнпостах, под последним листом обшивки нижнего поста. Лист этот отведен был от старнпоста, на особо приспособленным шарнире, и лежал на рычаге, на противоположном конце которого от шарнира, прикреплен был, в толщину заклепки, болтик, входивший, при поднятии листа, в заклепочную дыру следующего за ним второго пояса обшивки.