ЖУРНАЛ «ЮНЫЙ ТЕХНИК»
НАУКА ТЕХНИКА ФАНТАСТИКА САМОДЕЛКИ
№ 2 февраль 2006
Популярный детский и юношеский журнал.
Выходит один раз в месяц.
Издается с сентября 1956 года.
КУРЬЕР «ЮТ»
Всем на удивление наши предложения
Очередная, 11-я по счету, Международная специализированная выставка «Металл-Экспо-2005», как всегда, поражала своим размахом. Она была настолько велика, что каждый видел что-то свое, не сумев охватить глазом все разом. Не исключение и наш корреспондент Виктор ЧЕТВЕРГОВ. Ему данная выставка показалась миром контрастов и парадоксов.
Не разливайте «на глазок»
Казалось бы, невелика хитрость — разлить жидкость из большей емкости по меньшим. Но представьте, что «емкость побольше» — это металлургическая печь, в которой варят сталь или выплавляют алюминий. А «меньшие» — это многотонные ковши для транспортировки и разлива расплавленного металла.
Здесь уж «на глазок» отмерять не стоит — слишком велика цена ошибки. А потому инженеры, как рассказал журналистам директор по маркетингу канадской фирмы LMI Technologies Уолт Пасториус, во всем мире стали разрабатывать автоматизированные системы разлива жидкого металла.
В выставке принимали участие 500 фирм.
Одним из главных узлов каждой такой системы являются датчики, определяющие уровень жидкого металла в ковше. Механические датчики с поплавками в данном случае не годятся: какой «поплавок» долго выдержит жар расплавленного металла? Бесконтактные датчики тоже годятся не всякие. Ультразвуковые, например, дают сбои из-за так называемых волн термической радиации. То есть, говоря проще, они зачастую не могут определить уровень жидкого металла в высокотемпературных парах, в дыму.
С лазерными датчиками дело тоже не сразу пошло на лад. Лазерный луч не всегда может пробиться сквозь задымленную атмосферу. Положение спасает тот факт, что можно подобрать лазеры узкого спектра волн, обладающие наибольшей «пробивной» силой. Кроме того, с помощью импульсного лазера можно производить замеры с большой частотой, а затем вычислять среднее значение, сводя таким образом ошибки к минимуму.
Схема управления уровнем жидкого металла в разливочном ковше.
Пластичность, как у пластика…
Из алюминия, как известно, производят не только кастрюли, но и множество других изделий. В последние годы алюминиевые сплавы все шире используют в машиностроении, в частности, при производстве автомобилей.
Профессор Роджер Гримес из департамента материалов Имперского колледжа в Лондоне рассказал собравшимся, что первым «алюминиевым» автомобилем был изготовленный еще в 1976 году Aston Martin Lagonda, на которой разъезжал в одном из фильмов сам агент 007 Джеймс Бонд. Однако чтобы алюминиевые сплавы можно было широко использовать на автомобильном конвейере, необходимо было наладить массовую штамповку и отливку алюминиевых деталей. А это оказалось не так-то легко сделать. Обычный алюминий при всех его достоинствах недостаточно пластичен — листы из него при обычной штамповке рвутся, множество изделий идет в брак.
Ученые-металлурги прежде всего предложили добавлять в алюминий различные добавки, повышающие пластичность. Наилучших результатов удалось добиться со сплавами, содержащими около 1 % циркония. Такой сплав при застывании образует сравнительно мелкие зерна. А вот легирующая добавка магния (до 4 %) обеспечивает высокую прочность, коррозионную стойкость и даже позволяет сваривать алюминиевые детали. Так что трещины в них можно теперь ремонтировать с помощью сварки.
В общем, как рассказал профессор, в мире появилось уже достаточное количество коммерческих алюминиевых сплавов, способных заменить многие сорта стального проката. А это, между прочим, позволяет сделать легковой автомобиль легче примерно на треть! И на столько же продлить срок его жизни.
Режет… вода!
Мы не раз уж рассказывали вам о том (см., например, «ЮТ» № 9 за 1997 г.), что тонкая струя воды под давлением в десятки, а то и сотни атмосфер становится тверже резца, сверла или фрезы. Она позволяет резать не только бумагу, картон, ткани, фетр, но кожу и резину, стекло и керамику, гранит и мрамор, железобетон и различные сплавы черных и цветных металлов, включая самые трудно поддающиеся. А если добавить в воду еще и абразивный порошок, то струе поддаются даже броня и титан.
Автомобили теперь делают из алюминия.
Некоторые изделия, полученные с помощью гидрорезания.
До недавнего времени такие станки и установки были лишь экспериментальными, выпускались в считаном количестве экземпляров. И вот теперь, похоже, пора опытов закончилась. Чешские инженеры компании РТУ совместно с нашими специалистами ОАО «Современная машиностроительная компания» наладили выпуск и продажу серийных установок гидроабразивной обработки материалов.
На выставке были представлены установки, позволяющие управлять водной струей высокого давления по 5 координатам, с диапазоном рабочих скоростей от 0,5 до 12 000 мм в минуту и точностью смещения линии реза не более 0,05 мм.
На глазах у изумленной публики режущая головка 3D CNC шутя справлялась с самыми трудно поддающимися обработке сплавами, вырезая всевозможные звезды, орлов, орнаменты и игрушечные автомобильчики.
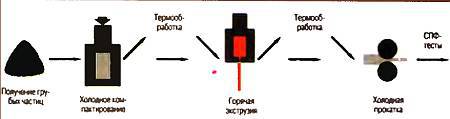
Схема производства сверхпластичных материалов.
Класс определяют покрытия
Но вот та или иная деталь изготовлена. Можно поставить ее в машину. Но, как пояснил представитель петербургского ОЛО «Институт Гипроникель» В.Б. Старых, срок службы детали, узла, а то и целой машины во многом зависит от защитных покрытий и смазки. Никелированная деталь, например, может служить в 3–5 раз, а то и в 10 раз дольше, чем такая же без защитного покрытия.
До сих пор покрытия обычно наносились в специальных гальванических ваннах, требовавших немалых расходов энергии и чрезвычайно вредных для рабочих. Теперь же специалисты «Гипроникеля» предлагают вообще отказаться от ванн. Им на смену пришел «автономный модуль» — малогабаритная установка, позволяющая наносить покрытие с помощью газа или, если хотите, пара.
Причем синтез паров тетракарбонида никеля осуществляется в первом блоке установки при температуре всего 45 °C и атмосферном давлении. Затем полученная газовая смесь поступает во второй блок, где быстро осаждается на поверхности обрабатываемой детали. А вся хитрость — в разработанном питерскими учеными реакторе виброкипящего слоя, где осаждение никеля из карбонила происходит намного быстрее, чем обычно. При этом установка работает полностью в замкнутом цикле (см. схему). Отсутствие вредных выбросов и сравнительная компактность модуля позволяет поставить его практически в любом цехе, не требуя наладки специализированною производства.