Оксидная пленка – очень плохой проводник электрического тока, поэтому разъемные соединения заметно нагреваются. Конечно же, перед соединением проводов пленку можно удалить зачисткой, но она мгновенно образуется вновь. Кроме того, у алюминиевого провода низкий предел текучести; этот недостаток особенно четко проявляется в винтовых соединениях (винтовых зажимах): алюминий просто выдавливается из-под зажима, контакт при этом значительно ослабевает.
Оксидная пленка в значительной степени затрудняет и осуществление неразъемных соединений: при пайке она препятствует сцеплению жилы с припоем, а при сварке образует в расплаве нежелательные включения. К тому же плавится оксид алюминия при температуре не менее 2000 °C (это в 3 раза больше, чем температура плавления чистого алюминия).
Провода с медными жилами, а также с жилами, изготовленными из сплавов меди (латунные, бронзовые), лучше всего соединять пайкой.
Рассмотрим каждый из видов соединений в отдельности.
Разъемные соединения
Самый простой способ соединения проводов между собой – простая скрутка. Для того чтобы его осуществить, необходимо концы провода на длине 3–5 см освободить от изоляции и зачистить до блеска мелким напильником или наждачной бумагой. Скручивать жилы нужно очень плотно, виток к витку. Оставшиеся после скрутки концы осторожно спиливают напильником, а крайние витки поджимают пассатижами.
Скрутку проводов можно осуществить и бандажным методом: зачищенные концы зажимают в ручных тисках и обматывают мягкой зачищенной проволокой (для бандажа лучше всего брать медную проволоку диаметром 0,6–1,5 мм; при этом диаметр бандажной проволоки не должен быть больше диаметра скручиваемых жил). Среднюю часть бандажа следует сделать вразбежку: если впоследствии появится необходимость пропаять это соединение, припой будет лучше проникать к месту соединения проводов. После соединения концы проводов изгибают под прямым углом, а сверху накладывают еще 8–10 витков бандажа. Концы жил, оставшиеся от скрутки, опиливают напильником.
Метод простой или бандажной скрутки применим только для соединения проводов между собой, подсоединить провод к контактам электродеталей скруткой невозможно.
Самый удобный (и к тому же достаточно надежный) способ подсоединения проводов к электродеталям — соединение с помощью контактных зажимов, которые могут быть винтовыми и пружинными.
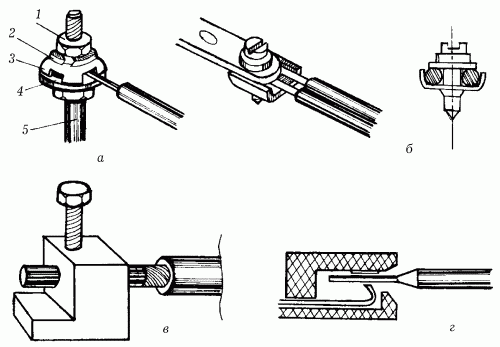
Техника осуществления соединений контактными зажимами следующая. Если в соединении участвуют однопроволочные алюминиевые и многопроволочные медные жилы, винтовые зажимы снабжают фасонной шайбой или шайбой-звездочкой, которая препятствует выдавливанию жилы из-под крепления; а для подсоединения проводов с алюминиевой жилой – еще и разрезной пружинной шайбой, которая обеспечивает постоянное давление на жилу (рис. 18).
Рис. 18. Соединения контактными зажимами: а – соединение алюминиевого одножильного провода со штыревым выходом: 1 – гайка; 2 – разрезная пружинная шайба; 3 – фасонная шайба; 4 – стальная шайба; 5 – штыревой вывод; б – соединение двужильного провода плоским контактным винтовым зажимом; в – соединение жилы с выводом зажимно-тычкового типа; г – контактный пружинный зажим.
Перед соединением провод зачищают обычным порядком на участке, соответствующем трем диаметрам винта винтового зажима плюс 2–3 мм. Для обеспечения надежности контакта алюминиевые жилы можно зачистить мелкой наждачной бумагой, смазанной вазелином. Если жила многопроволочная, то на ее конце отдельные проволочки скручивают в плотный жгутик.
Затем конец жилы с помощью круглогубцев или пассатижей изгибают в кольцо (диаметром, равным диаметру винта зажима). Изгибать кольцо лучше всего по часовой стрелке, это предохранит его от раскручивания при затяжке винта. Зажимной винт или гайку затягивают до полного сжатия пружинной шайбы, после чего дожимают еще приблизительно на половину оборота.
В настоящее время электродетали оснащаются винтовыми крепежами зажимно-тычкового типа: при осуществлении таких соединений очищенный от изоляции и зачищенный конец провода в кольцо не изгибают, а прямой конец жилы вводят в зажим и прижимают винтом.
Контактно-зажимные соединения пружинного типа применяются в основном в светильниках с люминесцентными лампами для подсоединения проводов к патронам ламп. Их конструкция представляет собой пружинящую пластину из высококачественной бронзы, которая прочно прижимает жилу провода к корпусу зажима. Эта конструкция соединения полностью исключает самопроизвольный разъем, а, чтобы освободить провод в случае необходимости, в зажим достаточно вставить стальную спицу (жало тонкой отвертки), отогнуть пружинную пластину и освободить провод.
Все детали, использующиеся для соединения с алюминиевыми проводами, должны иметь антикоррозийное гальваническое покрытие. То же требование предъявляется и к стальным деталям.
Алюминиевый провод сечением 2,5 мм2 соединяют с медными арматурными проводами (например, с проводами люстры), одножильными и многожильными, с помощью люстровых зажимов. Сначала соединяемые провода зачищают наждачной бумагой (медные обычным способом, а алюминиевые – под слоем вазелина) и смазывают кварцево-вазелиновой пастой. После зачистки провода присоединяют к планке и прижимают винтами с пружинными шайбами. Соединение вкладывают в основание люстрового зажима и закрывают крышкой.
Приобретая электродетали с винтовыми зажимами, необходимо обращать внимание на тип зажимов, ибо некоторые электроустановочные устройства (ряд резьбовых патронов для ламп накаливания, патроны для люминесцентных ламп и стартеров, проходные и встроенные малогабаритные выключатели) укомплектованы зажимами, которые предусматривают соединения только с медными проводами.
Неразъемные соединения
Все способы разъемных соединений удобны прежде всего тем, что в случае необходимости их легко разобрать и затем вновь восстановить. Однако соединения этого типа не всегда обеспечивают высокую надежность и долговечность контакта. Поэтому в случаях, когда необходимо обеспечить особую прочность соединения, его производят неразъемным способом: пайкой, сваркой или опрессовкой.
Такой метод соединения проводов, как пайка, широко применяется для соединения электрических контактов – и в проводах, и в электробытовых приборах для соединений выводов электроэлементов. Очень часто пайку используют в радиоэлектронной аппаратуре. Однако применение пайки не распространяется на контакты, которые подвергаются механическим воздействиям или нагреву.
В процессе пайки, помимо жил проводов и поверхностей контактов, к которым провода присоединяют, участвуют также припои и флюсы.
Припоем называется свинцово-оловянный сплав в виде проволоки или палочки, который при пайке играет роль соединяющего материала. Для пайки обычных проводов выпускаются припои двух марок: ПОС-30 или ПОС-40; они отличаются друг от друга содержанием олова в процентах по массе (соответственно 30 и 40 %). Температура плавления припоев для ПОС-30 равна 225 °C, а для ПОС-40 – 234 °C. Для пайки полупроводниковых приборов используют припои с добавлением висмута, галлия, кадмия; добавки сообщают припоям легкоплавкость, температура их плавления не превышает 150 °C. Если в пайке участвуют детали из металлокерамики, то в качестве припоя используют порошковую смесь.
Флюсы в процессе пайки играют роль изоляторов припаиваемых поверхностей от образования окисной пленки при нагреве; кроме того, они снижают поверхностное натяжение припоя. Флюсы должны отвечать следующим требованиям:
– в интервале температур плавления припоя флюсы должны сохранять стабильность своего химического состава (не разлагаться на составляющие) и активности;
– они не должны вступать в химическую реакцию с металлом и припоем;
– продукты взаимодействия флюсов с окисной пленкой должны легко удаляться промывкой или испарением;