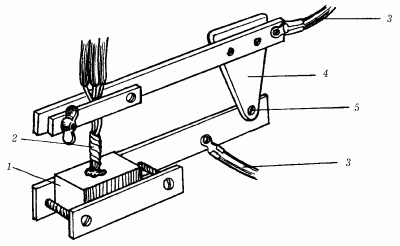
При сварочных работах на таком оборудовании необходим помощник, поскольку, манипулируя двумя контактами одновременно, нельзя самостоятельно включить и выключить трансформатор. Но если, кроме трансформатора, сделать зажим (рис. 23), который одновременно будет фиксировать и угольный электрод, и соединяемые провода, то помощник окажется лишним.
Рис. 23. Шарнирный зажим для соединения проводов способом сварки: 1 – угольный электрод; 2 – скрутка из жил; 3 – жилы для подключения к сварочному трансформатору; 4 – изоляционная пластина; 5 – шарнирное соединение.
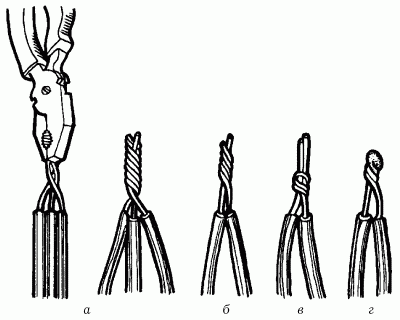
Подготовка проводов для осуществления неразъемного соединения способом сварки аналогична подготовке к пайке, хотя имеет одну особенность: скручивание проводов для сварки необходимо выполнять только параллельным способом, а оставшиеся от скрутки концы жил должны иметь одинаковую длину, обеспечивающую обеим жилам надежный контакт с угольным электродом (рис. 24).
Рис. 24. Способ скрутки под сварку: а – алюминиевые жилы; б, в – алюминиевая и медная жилы; г – готовое сварное соединение.
В процессе сварки также участвует флюс. Его назначение то же, что и при пайке, – защитить расплав от кислорода воздуха. Состоит флюс для сварки из 5 частей хлористого калия, 3 частей хлористого натрия и 2 частей криолита; можно использовать в качестве сварочного флюса и обычную буру (тетраборат натрия).
Процесс сварки производят в следующем порядке: угольный электрод обжигают (безопаснее это делать на открытом воздухе), в лунку угольного электрода насыпают флюс, в массу флюса опускают скрутку проводов и прижимают к электроду, включают трансформатор. Под действием электрического тока угольный электрод начинает разогреваться, флюс расплавляется и обволакивает свариваемые жилы, прекращая доступ к ним кислорода и тем самым предотвращая окисление металла жил. Когда достигается температура плавления металла, жилы оплавляются и сливаются в шарик. Трансформатор отключают. Для того чтобы трансформатор можно было отключить в любой момент, в его конструкции используют проходной выключатель (такие обычно применяются на шнурах торшеров), который отводят отдельным шнуром и держат в руке.
После того как место спайки окончательно остынет и затвердеет (размыкать контакт жил и электрода раньше этого времени нельзя, так как можно получить серьезный ожог брызгами расплавленного металла), его очищают от флюса, покрывают лаком и изолируют.
Где следует установить сварочный трансформатор на время сварки? Исходя из соображений качества сварных работ, трансформатор должен находиться в непосредственной близости от места работы, то есть длина жил, соединяющих трансформатор с угольным электродом и свариваемыми жилами, должна быть минимальной. Чем дальше находится трансформатор от того места, где делают сварку, тем больше потери напряжения из-за протяженности электрической линии, а следовательно, страдает качество сварного соединения.
Без опыта сварных работ при необходимости получить соединение проводов (или провода с деталью) именно посредством сварки не следует торопиться делать сразу ответственную операцию – сначала лучше освоить технологию сварки на ненужных обрезках проводов.
Соединение и оконцевание проводов опрессовкой производят следующим образом. Провода и кабели освобождают от изоляции на участке, равном по длине трубчатой части наконечника (половина длины соединительной гильзы) плюс 2 мм для проводов и 10 мм для кабелей. Освобожденный от изоляции конец провода покрывают слоем вазелина или пасты и зачищают металлической щеткой до блеска. Затем очищают конец провода от загрязненного вазелина и снова покрывают его чистым вазелином.
Зачищенный конец жилы вводят в очищенный и заполненный цинковазелиновой или кварцево-вазелиновой пастой наконечник или соединительную гильзу таким образом, чтобы жила входила в наконечник до упора, а в соединительную гильзу – на половину ее длины. После этого вдавливают в двух местах, то есть делают опрессовку. Для жил сечением 16–50 мм2 используют клещи типа ПК-1, для жил сечением 16–240 мм2 – гидропресс типа РГП-7М, а при сечении жил 2,5–10 мм2 – клещи типа ПК-2.
После удаления заусенцев и контрольного осмотра опрессованных гильз или наконечников участок жилы провода или кабеля между наконечником и изоляцией или гильзой и изоляцией тщательно очищают от остатков пасты, покрывают для защиты от коррозии влагонепроницаемым лаком воздушной сушки (например, асфальтовым) и обматывают изоляционной лентой.
Сверху изоляционную ленту покрывают слоем такого же лака.
Соединение и ответвление предварительно скрученных однопроволочных алюминиевых жил сечением 2,5–10 мм2 может быть выполнено опрессовкой (без гильз и пасты) с помощью клещей КСП-4. При этом способе для получения хорошего контакта необходимо особо тщательно зачистить соединительные концы и сохранить в процессе опрессовки их чистоту и чистоту обжимающих элементов клещей.
К медным зажимам электродвигателей и электрических аппаратов алюминиевые однопроволочные провода присоединяют так же, как и к установочным изделиям.
Это был последний из способов соединения проводов (или проводов и электродеталей), которые применяются при монтаже и ремонте электропроводок (электроприборов).
А теперь несколько правил (или советов), общих для всех способов соединений:
– изоляцию с концов проводов для скрутки следует снимать с таким расчетом, чтобы скрутка состояла минимум из пяти витков;
– поскольку в местах соединений жил и проводов снимается изоляция и обнажается металл, то существует вероятность, что с течением времени металл может подвергнуться коррозии (взаимодействуя с влагой воздуха), от чего пострадают прочность и качество соединения, поэтому скрутку и прилегающие зачищенные участки провода рекомендуется защитить покрытием из асфальтобитумного лака, битума или масляной краски;
– зачищенные от изоляции участки проводов после осуществления соединений (любым способом) должны быть надежно изолированы, причем различные жилы двух– и более жильных проводов изолируются отдельно; изоляция должна не только закрывать само место соединения, но и захватывать оплетку провода с обеих сторон. Во влажных и сырых помещениях для изоляции мест соединения проводов вместо прорезиненной изоляционной ленты лучше применять полихлорвиниловую.
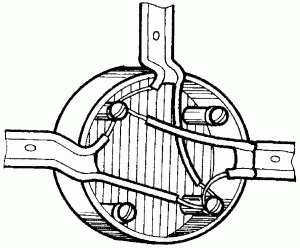
– соединения и ответвления проводов должны производиться только в соответствующих коробках с закрывающейся крышкой. Кстати, в соединительных и разветвительных коробках провода можно стягивать винтовыми соединениями, для этого в основания коробок запрессовываются гайки или винты (рис. 25);
Рис. 25. Соединения проводов в разветвительной коробке.
– независимо от способа соединений их следует располагать в местах, где исключалось бы воздействие на них растяжения и других механических нагрузок;
– разветвительные и соединительные коробки должны располагаться в местах, легко доступных для производства ремонтных работ (например, не стоит маскировать разветвительные коробки под керамической плиткой или слоем штукатурки, их следует устанавливать таким образом, чтобы крышка была заподлицо со стеной);
– поскольку алюминиевые жилы очень нестойки на излом, их соединения рекомендуется выполнять способом пайки;
– все детали и контакты, соединяемые с алюминиевыми проводами, должны иметь антикоррозийное гальваническое покрытие.
Подготовительные работы перед монтажом электропроводок
Непосредственно монтажным работам предшествует подготовительная стадия: разметочные, заготовительные и пробивные работы.
Разметочные работы
Прежде чем приступить к монтажу электропроводов, следует определить места установки на вводе щитка со счетчиком, выключателей, штепсельных розеток, разветвительных коробок, светильников, а также разметить места установки электрооборудования (электроприборов) и места ввода проводов в здание. После разметки электрооборудования сразу же размечают трассы (линии) прокладки электропроводов.