К охлаждающим жидкостям относятся масла (специальное масло для закалки, машинное или веретенное масло), вода, а также различного рода растворы (мыла, кислоты или поваренной соли в воде и др.). Растительное масло для закалки не используют.
Способ охлаждения и вид охлаждающей жидкости при закалке стали зависит от сорта и марки стали, от требуемой степени закалки, а также от конфигурации и величины закаливаемой детали.
4.6. Термическая обработка быстрорежущей стали
Быстрорежущие стали относятся к группе высоколегированных. Они характеризуются красностойкостью и сохраняют высокую прочность, твердость и износостойкость при нагреве до 600–700 °C. Применяются для изготовления режущего инструмента высокой производительности. Основными легирующими материалами этих сталей являются вольфрам, ванадий и хром.
Термическая обработка быстрорежущих сталей имеет ряд особенностей, что обусловлено их пониженной теплопроводностью, наличием в их структуре значительного количества карбидов, а также низкой пластичностью стали.
Инструмент из быстрорежущей стали до температуры закалки нагревают ступенчато: вначале медленно до температуры 800–850 °C, затем быстрее до окончательной температуры закалки 1200–1300 °C. Ступенчатый нагрев позволяет избежать тепловых напряжений за счет уменьшения разности температуры поверхности и сердцевины изделия.
С целью предохранения инструмента от обезуглероживания перед нагревом его погружают в насыщенный раствор буры. Иногда предварительно подогретый до 800–850 °C инструмент перед окончательным нагревом покрывают порошком обезвоженной буры.
В качестве охлаждающей среды при закалке быстрорежущих сталей применяют подогретое минеральное масло или охлаждают инструмент на воздухе.
Структура закаленной быстрорежущей стали состоит из первичного мартенсита, остаточного аустенита и сложных карбидов.
Отпуск быстрорежущей стали следует производить как можно быстрее сразу после закалки. Как правило, рекомендуется вести многократный отпуск.
Сталь до температуры отпуска нагревается постепенно и равномерно (температура нагревания стали при отпуске находится в границах 380–570 °C в зависимости от марки стали). Выдержка после нагрева производится в течение часа. Охлаждение ведут на воздухе.
Если после закалки применяют обработку быстрорежущей стали холодом при температуре –80 °C, то производят только один отпуск.
После термической обработки структура быстрорежущей стали состоит из отпущенного мартенсита и карбидов.
Температура нагревания быстрорежущей стали для ковки в зависимости от марки составляет 950–1150 °C. В первый период до 850 °C нагревают постепенно, а затем – быстро до требуемой температуры ковки. После ковки сталь постепенно охлаждается в песке или в пепле.
Для снижения твердости стали ее нагревают до температуры 800–850 °C и выравнивают температуру по сечению. Охлаждать следует постепенно до температуры 650 °C. Дальнейшее охлаждение можно вести на воздухе (табл. 24).
4.7. Поверхностная закалка стали
Поверхностная закалка стали состоит из быстрого нагрева поверхностного слоя стали до температуры, значительно превышающей критическую, и последующего быстрого ее охлаждения. При этом обеспечивается высокая поверхностная твердость при мягкой и пластичной сердцевине детали.
В промышленности применяются следующие способы нагрева для поверхностной закалки: газопламенный (ацетилено-кислородным пламенем); контактный или индукционный электронагрев; в электролите; в соляных и металлических ваннах.
Для индукционного нагрева применяют ток промышленной, средней и высокой частоты.
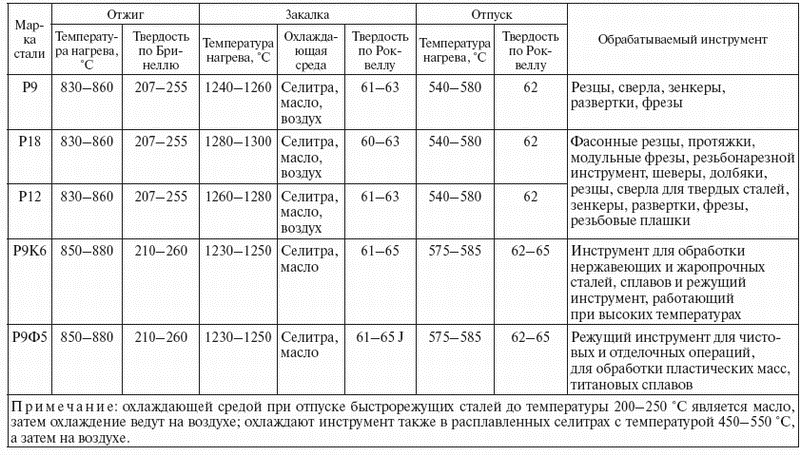
Таблица 24
Режимы термической обработки быстрорежущей стали
В качестве электролитов при нагреве за счет пропускания тока между деталью-катодом и корпусом ванны – анодом применяются 10 %-ные растворы поваренной соли, поташа и кальцинированной соды.
Основное преимущество поверхностной закалки стали – повышение выносливости детали к воздействию разного рода динамических нагрузок (например, изгибающих, на срез) при сохранении большой износостойкости. Этот метод позволяет получить твердую износостойкую поверхность и пластичную сердцевину.
Применяя поверхностную закалку стали, сокращают время обработки, так как нагрев длится недолго. При небольшом времени обработки не происходит обезуглероживания и окисления стали. Нагревание только наружного слоя исключает возможность появления больших напряжений.
Для газопламенного нагрева стали при поверхностной закалке используют горелку, соединенную с ацетиленовым и кислородным баллонами. Ацетилено-кислородным пламенем нагревают поверхность изделия. С горелкой соединено сопло, через которое подается вода. Пламя горелки за время передвижения с определенной скоростью над поверхностью стали нагревает ее, а через сопло, находящееся за горелкой и передвигающееся вместе с ней, на нагретую поверхность подается вода, быстро охлаждающая изделие.
4.8. Термическая обработка некоторых видов инструментов
Только что изготовленные метчик или плашка не отжигаются: эти инструменты изготавливают из отожженной стали. Так как метчики и плашки изготавливают из инструментальной углеродистой стали У11А с содержанием углерода около 1,1 %, то температура нагрева инструмента для закалки составляет 760–780 °C (цвет каления – темно-вишневый), отпуск производится при температуре 230–240 °C (цвета налета: светло-соломенный, соломенный, темно-соломенный, желтый, переходящий в темно-желтый). Метчики и плашки охлаждаются в воде.
Твердость после закалки составляет HRC 62.
Сверла, развертки и прошивки изготовляются из инструментальной углеродистой стали У10А или У11А с содержанием углерода 1,0–1,1 %. Температура закалки составляет 760–780 °C (цвет каления – темно-вишневый). Отпуск инструмента ведется при температуре 220–240 °C (цвета налета: светло-соломенный, соломенный, темно-соломенный, переходящий в желтый). Охлаждение инструмента производится в воде.
Напильники, шаберы и режущий инструмент изготовляются из инструментальной высокоуглеродистой стали У12А или У13А с содержанием углерода 1,15–1,3 %. Температура закалки составляет 760–780 °C (цвет каления – от красного до вишневого). Отпускают инструмент при температуре 180–230 °C (цвет налета от белого до желтого). Охлаждение производится в воде.
Инструмент для ковки, слесарные молотки и топоры изготовляются из инструментальной углеродистой стали У7 или У7А с содержанием углерода 0,6–0,7 %. Температура закалки составляет 800–820 °C (цвет каления – от вишневого до светло-вишневого). Охлаждение производится в воде. Отпуск слесарных молотков ведется при температуре 250–260 °C, инструмента для ковки и топоров – при температуре 290 °C.
4.9. Другие виды термической обработки
Химико-термическая обработка – это такая обработка металлов, при которой производится одновременно тепловое и химическое воздействие на обрабатываемое изделие. Для химико-термической обработки детали нагревают в специальной среде (карбюризаторе) до определенной температуры, выдерживают при этой температуре и затем охлаждают.
В процессе нагрева поверхностный слой деталей насыщается активным элементом (углеродом, азотом, алюминием, хромом и др.), в результате чего изменяются его физико-механические свойства.
Химико-термическая обработка предназначена для изменения химического состава поверхностных слоев стальных деталей машин и других изделий и придания им требуемых физико-механических свойств: высокой твердости, износостойкости, коррозионно– и окали-ностойкости, а также красностойкости.
К химико-термической обработке относятся цементация (науглероживание), цианирование, азотирование, хромирование, силициро-вание, сульфидирование, борирование, алитирование и др.