INFO
OSBORNE SAFETY LANYARD
Мастера по рубке массово переходят на новую систему страховочного темляка
Проблема стала особенно очевидной после того, как известный мастер-ножевщик получил серьезное ранение. Warren Osborne разрубил себе руку во время тренировки перед соревнованиями по рубке. Использовавшийся им нож был снабжен обычным темляком, и дело кончилось наложением 11 внутренних и 13 внешних швов.
Проанализировав этот случай, Osborne разработал новую систему, которую он назвал «страховочный темляк». Эта система быстро получила признание у его друзей-ножевщиков, участвующих в международных соревнованиях по рубке. Все они либо уже используют страховочный темляк, либо планируют начать со следующих соревнований. Среди них члены и директора Гильдии Ножевщиков Elischewitz, Bradley, Crowell, Fitch и другие.

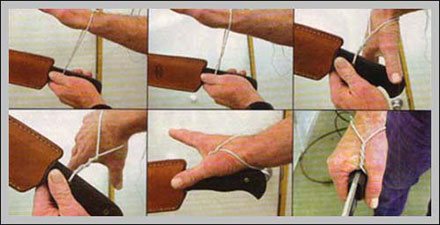
В системе, которую разработал Osborne, темляк закрепляется не в задней, а в передней части рукояти. Сам Osborne честно признается, что это идея не новая, она использовалась и раньше, но не на соревнованиях. Такой страховочный темляк позволяет сохранить контроль над рукоятью ножа, особенно во время рубки бруса 2х4 дюйма, ну и просто когда погода жаркая и влажная. «На последнем шоу, которое устраивала Гильдия, очень немногие из нас могли надежно удерживать ножи. У меня, например, рукоять почти выскользнула. Это довольно страшная ситуация, когда нож привязан темляком к запястью. Вы, наверное, поймете мои опасения, так как я на тренировке практически перерубил себе мышцу на руке,» — говорит Osborne. — «Обычный темляк используется для безопасности зрителей, и это отлично, но для участников он является самым опасным элементом на соревнованиях по рубке. По этой причине мы вообще не пользуемся темляками, когда тренируемся в полевых условиях, где зрителей нет».
Страховочный темляк намного безопаснее, он предохраняет от увечий и зрителей, и рубщиков. Фокус в том, что эта система не позволяет тяжелому острому ножу вылететь и начать неконтролируемо болтаться, даже если кисть полностью разжата, вот почему ее начали использовать на тренировках. Выскользнувший нож начинает вращаться на обычном темляке, подобно винту вертолета, и запросто может рубануть по руке или даже голове. Если используется страховочный темляк, но сценарий будет более приемлемым, но петля не должна быть длиннее 10 см от рукояти, иначе безопасность полностью теряется. Длина должна быть достаточна для того, чтобы закрутить петлю между кистью и рукоятью на 3–4 оборота, но не более.
На многих соревнованиях по рубке использование переднего страховочного темляка теперь является обязательным, без него участники уже не допускаются, однако на некоторых соревнованиях, где к темлякам нет особых требований, новшество встретили более прохладно, так как посчитали, что страховочный темляк дает не совсем честное преимущество тем, кто его применяет. Дискуссии еще продолжаются, но похоже на то, что страховочный темляк Osborne Safety Lanyard станет одной из самых значительных разработок в ножевой отрасли со времен появления замка Liner Lock.
По материалам Knives Illustrated Jun'06
О КЛИНКАХ ЯПОНСКИХ МЕЧЕЙ БЕЗ ДОМЫСЛОВ. Часть 2
Продолжение. Начало в НОЖNEWS № 14
Получение стали
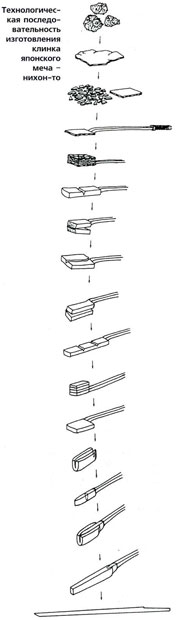
Процесс изготовления традиционного японского меча начинается с получения исходного продукта — стали. Ее получали из железосодержащего песка, добываемого в определенных местах. Песок этот содержал оксид железа и назывался сатэцу. Исходный материал обогащали, промывая водой и удаляя пустую породу, а после пережигали с древесным углем в сыродутной печи. В результате этого образовывался пористый кусок металла — крица. Ее измельчали и пережигали повторно, железо науглероживалось, превращаясь в сталь. Полученную массу проковывали, уплотняя металл. Во время этого процесса через поры выходили наружу вредные примеси в виде шлаков.
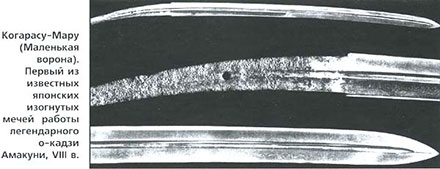
Затем полученную лепешку закаливали в воде и разбивали на мелкие осколки. По зернистости сколов, свидетельствующей о различном содержании углерода в отдельных осколках, их сортировали, сваривали, проковывая до тех пор, пока не образовывались более или менее однородные пластины металла. Таким образом, каждый кузнец изготавливал для себя исходный материал, сообразуясь со своим опытом. Таких кузнецов называли о-кадзи.
Второй способ получения сырья требовал специализации и усилий многих людей. Он происходил в печах, называемых татара. За один раз в печь загружали до 8 т сатэцу и 13 т древесного угля, получая в конце процесса стальной слиток кэра весом около 2 т. Этот слиток тащили по склону, возвышенности наверх и роняли на камни, в результате чего он разбивался на более мелкие части. Их подбирали, дробили, осколки сортировали и проковывали, сваривая между собой. Но этот процесс был более практичен, поскольку кэра уже состояла из стали, правда, науглероженной очень неравномерно, в пределах 0,6–1,5 % углерода. Сталь, полученная таким образом, называлась тамахаганэ, и именно она считается классическим исходным материалом для японских мечей. Получают ее и сейчас, как в древности, в таких же печах, используя традиционную технологию. При этом сатэцу в некоторых месторождениях природно легирован элементами, которые, входя в состав стали, улучшают ее свойства, делая клинки более качественными.

Кузнечные технологии
В отличие от о-кадзи, полностью контролировавших весь процесс получения исходного материала, кузнецов, работавших со сталью, получаемой в печах — татара, называли ко-кадзи. Из отсортированных на глаз мелких кусочков та-махаганэ ко-кадзи изготавливал методом кузнечной сварки брикеты металла разного качества. Разница была в содержании углерода. Но даже в каждом из отдельных брикетов содержание углерода не было равномерным, и поэтому при закаливании брикеты становились хрупкими из-за чрезмерных внутренних напряжений и как исходный материал для изготовления клинка не годились.
Вот с этого момента и начинается характерная японская технология, в принципе известная и в других частях света еще в древности, но нигде кроме Японии так скурпулезно не повторяемая в виду большого риска брака в случае некачественного «провара» слоев металла. Речь идет о так называемом «дамаске», многослойной стали, полученной путем кузнечной сварки.
Следует оговориться, что европейский дамаск, первоначально изготовлявшийся в Сирии, был всего лишь дешевой подделкой, имитацией индийского литого булата, обладавшего действительно уникальными качествами. Пакет из пластин стали с разным содержанием углерода проковывали, многократно скручивали, перемешивая слои и, в конечном итоге, сделанный из этой заготовки клинок протравливали слабым раствором кислоты. В результате этого железо разъедалось быстрее, а сталь медленнее, и на плоскостях образовывался рельефный узор, для неискушенного потребителя идентичный булатному. Эстетическая направленность, выраженная в необычайном узоре клинка, главенствовала над его качеством. И только гораздо позже мастера, изготовлявшие дамаск, смогли совместить «приятное с полезным», опытным путем найдя такие технологии, следуя которым изделия из Дамаска не так заметно проигрывали настоящему булату в качестве, будучи на уровне лучших европейских литых сталей. Но это тема отдельной статьи.