Красно-корпчневый цвет латуни придаст водный раствор хлористого цинка и медного купороса. Смешайте одну часть медного купороса с одной частью хлористого цинка и разведите их в двух частях воды. Достаточно нескольких минут, чтобы медь приобрела красно-коричневый цвет. После промывки и просушки поверхность металла протрите маслом.
Декорирование стали. Окрасить сталь в глубокий темно-синий цвет легко в водном растворе гипосульфита и уксуснокислого свинца. На один литр воды нужно взять 130 г гипосульфита и 40–50 г уксуснокислого свинца. Погруженная в раствор сталь окрашивается довольно медленно. Но если раствор нагреть до кипения, окрашивание ускорится. После промывки и просушки протрите металл маслом. Кстати, в этом же растворе можно получить серебристо-голубой цвет на поверхности латуни.
Воронение – это один из самых надежных способов защиты железа и его сплавов от ржавчины. Подвергая металл воронению из чисто практической необходимости, мастера постепенно открывали для себя красоту вороненой стали. В художественном оружии воронение стало одним из средств решения декоративных задач. Так, вороненый фон на старинных, кубачинских изделиях из стали подчеркивая и делал более выразительными элементы орнаментальной насечки золотом и серебром. Из множества известных рецептов воронения стали предлагаем вам наиболее простые, но дающие красивые и прочные покрытия. В литре воды последовательно разведите 15 г хлористого железа, 30 г железного купороса и 10 г азотнокислой меди. Когда вы опустите в раствор изделие, на металле появится бурый налет. Снимите его щеткой и снова опустите изделие в раствор. Через некоторое время на металле снова появится бурый налет, который тоже надо удалить. Если процесс идет правильно, то коричневый цвет на поверхности стали станет гуще. А чтобы получить насыщенный черно-коричневый цвет, почти черный цвет, этот процесс нужно повторить несколько раз. После промывки и сушки сталь протрите маслом. Чаще всего под воронением понимают получение на стали черного цвета с легким синеватым отливом, как вороново крыло. Чтобы получить такой цвет, разведите в литре воды 100 г двухромовокислого калия, в быту больше известного как хромпик. Опустив изделие в раствор, подержите его там минут двадцать. Вынув из раствора, высушите при высокой температуре, например, над электроплиткой или над раскаленными углями. Металл приобретает серо-бурый 10 цвет. Эту же операцию проделайте несколько раз, пока не будет достигнут глубокий черный цвет с синеватым отливом. Металл необходимо протереть маслом.
Кроме химического, есть другой довольно простой способ декорирования стали – термический. (Кстати, этим же способом можно получить различные цвета на меди и латуни.) Ксли нагревать металл в муфельной печи или газовой горелкой, на нем быстро начнут последовательно сменяться цвета побежалости – от соломенно-желтого до сине-черного. Металл резко прекращаютнагревать в тот момент, когда на нем будет получен нужный цвет. Известно множество видов газовых горелок. Из них мы выбрали самую простую, которую можно изготовить в условиях домашней мастерской (рис. 7). Горелкa соединяется с газовым баллоном гибким шлангом, покрытым предохpaнительной металлической оболочкой. Между шлангом и баллоном находится кран для регулирования подачи газа. Шланг с краником, а также баллончики продаются в магазинах или на газозаправочных станциях. Удобно пользоваться небольшими баллончиками, вмещающими 0,9 л сжиженного газа пропан-бутана. Содержимого такого баллона хватает на 4–5 ч непрерывного горения горелки. Баллоны емкостью 5,5 л рассчитаны на 72 ч непрерывного горения. Надо учитывать, что горелки с маленькими баллонами более портативны, легки и удобны. Заправляют баллоны на газозаправочных станциях, которые есть во всех городах и в крупных селах. Самодельнаягорелка состоит из сопла, пробки, капсюля (вывинчивается из покупного шланга), трубки и ручки. Сопло и пробку выточите на токарном станке из стали или латуни. С одной стороны сопла нарезается внутренняя резьба, несколько отступив от которой сверлят отверстия для подачи воздуха. На пробке также нарезается резьба, только внешняя. С помощью этой резьбы пробка соединяется с соплом. Затем просверлите в пробке два сквозных отверстия и нарежьте резьбу: в одном под стандартный капсюль, а в другом под резьбу на трубке. Трубку ввинтите в пробку и согните под некоторым углом к ее оси. С другого конца трубки плотно насадите деревянную или эбонитовую ручку с просверленным заранее вдоль оси отверстием. Нижний конец трубки закрепите гайкой с шайбой. Затем ввинтите свободный конец трубки в гибкий шланг, соединенный с газовым баллоном.
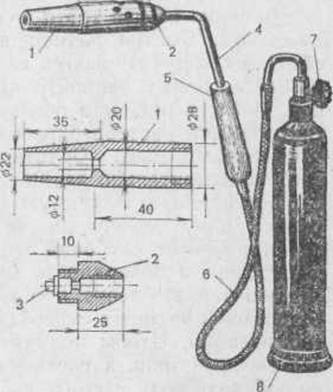
Рис. 7. Устройство газовой горелки;
1 – сопло; 2 – пробка; 3 – капсуль; 4 – трубка; 5 – ручка; 6 – шланг; 7 – вентиль; 8 – баллон (на чертеже не даны радиальные отверстия в корпусе 0, 3 мм)
Чтобы зажечь горелку, поднесите горящую спичку к соплу и слегка приоткройте кран. Как только газ загорится, подачу газа можно увеличить. Пламя должно быть ровным и компактным. Разумеется, при работе с горелкой нужно соблюдать все необходимые меры предосторожности. Нельзя располагать горящую горелку рядом с газовым баллоном, нe должно быть поблизости легковоспламеняющихся предметов и веществ. Стол, на котором производится работа, желательно обить листовым металлом. В случае появления хотя бы слабого запаха газа работу нужно приостановить и устранить причины утечки.
Предположим, что с помощью газовой горелки нужно добиться появления определенных цветов побежалости на чеканной работе. Чеканку кладут на кирпичи и направляют на нее пламя газовой горелки. Перемещая его по своему усмотрению, добиваются различной окраски отдельных участков, плавных переходов одного цвета в другой.
Добившись определённой цветовой гаммы, металл протирают восковой мастикой, которую готовят следующим образом. Расплавленный на водной бане воск или парафин смешивают со скипидаром или парафином (на 2 части воска 1 часть скипидара). Остывшую мастику наносят на металл тряпичным тампоном, и после высыхания натирают войлоком до появления мягкого блеска.
Каждый цвет побежалости возникает на поверхности металла только при определенной температуре. Светло-желтый (соломенный) цвет появляется на поверхности металла при температуре 263° С, фиолетовый – 285° С, темно-синий – 300° С, светло-синий – 325° С, серый – 330° С. Но цвету побежалости можно приближенно определить температуру нагрева металлического изделия. Обычно этим приемом пользуются при отпуске закаленной стали.
Олифово-масляный обжиг – один из наиболее древних способов нанесения на железо, а также и на другие металлы темно-коричневого и черного покрытия. Видимо, открыт он был случайно, когда кто-то из старых мастеров обратил однажды внимание на черно-коричневый налет, образующийся от перегоревшего масла и жира на стенках чугунной посуды. Там, где была такая пленка, посуда не ржавела. Подобную пленку стали намеренно наносить на скульптуру и другие художественные отливки из чугуна, протирая их натуральной олифой, а затем прокаливая в печи до появления черно-коричневого цвета. Прочная пленка надежно защищает металл от его извечного врага – ржавчины, одновременно придавая изделию художественную завершенность.
Довольно часто олифово-масляный обжиг применяется для обработки кузнечных поковок. На отдельные кованые детали или же на готовое изделие тампоном наносится тонкий слой натуральной олифы, льняного или какого-нибудь другого растительного масла. Поковку устанавливают на асбестовую плиту или подставку из кирпичей и обжигают паяльной лампой, газовой или керосиновой горелкой. Обжигают поковку постепенно, нагревая ее до тех пор, пока на ее поверхности не появится коричневатая окраска. Желая добиться глубокого темно-коричневого или почти черного цвета, эту операцию повторяют несколько раз.