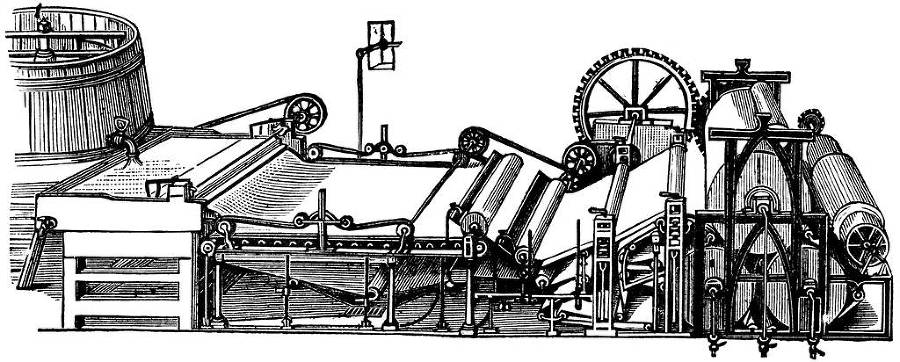
Рис. 1. Первые бумагоделательные машины по [1]
В соответствии с предложенной Каменевым и Кугушевым (1) стадийностью развития БДМ их развитие может быть разбито на 3 этапа. 1-й этап – этап формирования БДМ как технологической линии. 2-й этап – механизация и автоматизация основных процессов. 3-й этап – превращение БДМ в систему взаимосвязанных автоматических машин.
Что же произошло внутри машины, и как это было связано с развитием контуров регулирования? Современные высокоскоростные БДМ достигли такого уровня, когда они состоят из нескольких основных технологических агрегатов, множества трубопроводов с насосами и бесчисленного количества клапанов, арматуры и КИП, в основном объединенных в контуры регулирования или отсечки. И именно поэтому их можно рассматривать как комплекс взаимосвязанных узлов регулирования, обеспечивающих непрерывное поддержание технологического процесса.
Малейший простой таких машин вызывает значительные потери. Например, время простоя крупнейших БДМ и КДМ может превышать 1000 ч в год на одну машину. Есть куда расти. Не в маловажной части это связано и с проблемами с совершенствованием контуров регулирования.
Важной частью современного развития БДМ стало вытеснение человека из процесса работы машины. Если сначала это была просто механизация, затем включение автоматизированных систем для замены действий оператора, то в настоящее время заметен ускоренный переход к включению лабораторных измерений, которые раньше выполнялись многочисленными цеховыми лабораториями, в состав системы АСУ ТП. Этим обеспечивается непрерывный автоматический контроль за показателями работы БДМ. В частности, можно привести пример анализаторов Кайаани (компания Метсо Автоматизация), выполняющих такие функции в составе мощных БДМ.
Значительной тенденцией выступает и требование унификации, что особенно характерно для такого значительного семейства компонентов БДМ, которыми являются регулирующие клапаны и арматура.
С ростом непрерывности процесса и необходимости снижения простоев актуальной стала и проблема надежности, поскольку вероятность разрыва непрерывной цепи в работе БДМ из-за ненадежности любого из составляющих его элементов высока. Достаточно привести пример из общей теории надежности. Система, состоящая из 100 последовательных элементов с высокой вероятностью безотказной работы равной 0,99, будет в целом иметь безотказность работы всего 0,34. Регулирующие клапаны как наиболее массовые элементы БДМ должны обладать повышенной надежностью. Она является наиболее осознанной в настоящее время характеристикой клапана. Примером этому является то, что, несмотря на множество регулирующих клапанов–заменителей, опытные специалисты бумажники отдают предпочтение надежным клапанам Neles. В настоящее время их доля на мировом рынке для регулирования процессов ЦБП превышает 60%.
Рост единичной мощности машин также вызывает необходимость повышения надежности. Опыт развития параметров машин показывает, что при анализе соотношения выбора: ширина или скорость машины? относительный приоритет будет иметь скорость.
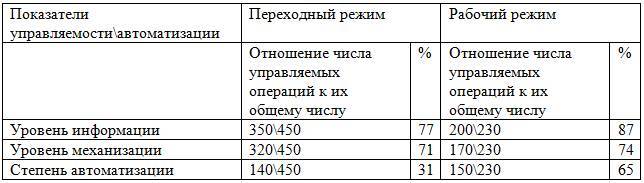
С ростом скорости и непрерывности процесса возникает необходимость повышенной управляемости машины. В табл.1 приведена степень управляемости машины, т.е. отношение количества автоматизированных операций к их общему числу, характерных для российской ЦБП.
Табл. 1 Степень управляемости отечественных БДМ на примере машины Б-15 для выработки газетной бумаги при скорости 800м\мин. (1)
Современные машины имеют высокую степень автоматизации (65%), не только на установившихся, но и переходных режимах работы. Однако уже здесь начинают проявляться и противоречия между скоростями выполнения команд, качеством и помехоустойчивостью сигналов и требованиями по регулированию технологических процессов, сложностью управления по многим параметрам.
Так, одной из функциональных особенностей машины является одновременное выполнение множества операций и их функциональная взаимозависимость. В современных условиях оператор уже не способен решать такие задачи. Например, для обеспечения выпуска бумаги с заданными допусками массы 1м2 на определенной скорости, требуется одновременное управление целым рядом взаимосвязанных параметров технологического процесса (качественные показатели суспензии, параметры работы напорного ящика вакуумной системы, системы подачи пара и удаления конденсата, влажности, регулирования скорости и т.п.). Выполнение операторами этих функций практически невозможно из-за низкого быстродействия и субъективных ошибок. На малых предприятиях часто выходом из положения является записная книжка обер-машиниста, где указано положение основных клапанов для определенных сортов бумаги. Однако даже на малых предприятиях это не может быть выходом из положения.
Проблемой является растущая интенсификация операций размола, сортирования, напуска и далее обезвоживания, прессования и сушки. Это приводит к значительной энергоемкости и требованию снижения необоснованных технологических и энергетических потерь.
СКОРОСТЬ ИЛИ ШИРИНА?
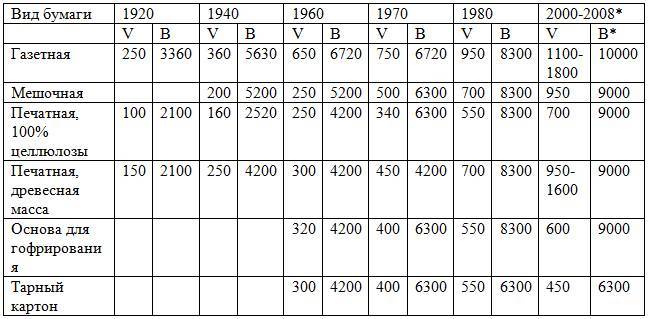
Скачки в развитии БДМ и КДМ достигались как изменением ширины, так и скорости машины. Динамика их изменения приведены в табл. 2.
Табл. 2. Изменение скорости (V м\мин) и ширины (В, мм) действующих газетных БДМ и КДМ за период 1920-2000 г.г.
* по данным печати
Из табл. 2 видно, что преимущественный рост производительности наблюдается в связи с ростом скорости. Относительное замедление роста ширины машин со временем также является характерной тенденцией. Результаты ряда исследований (1) показали, что, например, для газетных бумагоделательных машин увеличение скорости обходится дешевле, чем ширины машины. Это также свидетельствует о том, что требование непрерывности и связанное с ним требование надежности, безотказности, точности регулирования будет ведущим параметром на ближайшие годы.
Одним из результатов роста скорости является повышение непрерывности процесса. Показывая, как закон перехода от периодического к непрерывному или более интенсивному и динамическому действию действует в современном оборудовании ЦБП, приведем следующие примеры:
– Переход от периодически размалывающих роллов к непрерывно работающим мельницам.
– Переход от периодической варки по типу Камюр к непрерывной варке целлюлозы.
– Устранение мешалок в больших баках с переходом к статическим смесителям типа Lobe Mix.
– Переход от медленно и периодически работающих отстойников к непрерывно работающим флотоловушкам.
– Переход от удаления отходов при помощи двух периодически работающих шиберных заслонок в вихревом очистителе к клапану, работающему с высокой цикличностью типа Покет Фидер.
– Переход от инерционных ПИД-регуляторов к контурам регулирования с прогнозирующими механизмами по примеру клапана NelesACE.
– Задание дискретности времени импульса в полевых шинах Profibus выше длительности возмущающего воздействия сигнала.
– Снижение мертвой зоны в клапанах для медленно протекающих процессов и снижение гистерезиса для быстро протекающих процессов.
– Давление со стороны экологии заставляет вводить в схемы дополнительные элементы. Так, загрязнение внешней среды избегают установкой флотационных ловушек. При этом их использование в большой степени начинает применяться и по ступеням технологического процесса для внутренней очистки и «доработки» массы. В узлах очистки электрофильтры стали неотъемлемой частью очистки газов. Загрязнение или отравление циркуляционных участков приводит к необходимости специального подхода к подбору регулирующих клапанов на этих участках.