Главные входы и выходы регулирующей арматуры:
– внешняя управляющая сила (момент)
– рабочее гидростатическое давление
– объемный расход.
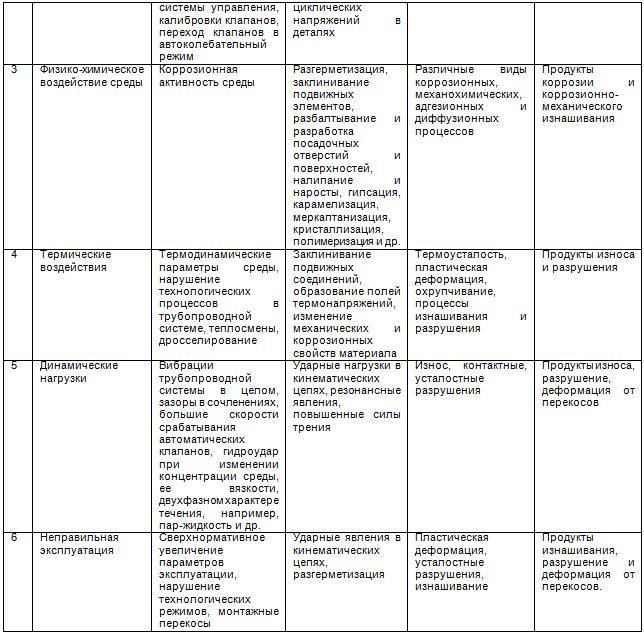
Возмущения – это те явления в структуре арматуры, которые приводят к ее деградации и потере работоспособности. Возмущения происходят как от внешних причин (коррозия, эрозия от движения потока, термические явления, теплосмены, гидромеханические, динамические процессы – пульсации, вибрации, ударные, распространяющиеся по трубопроводам), так и внутренних – например, переход к резонансным явлениям из-за неучета частоты собственных колебаний элементов и подсистем арматуры, собственная виброактивность клапанов, большие скорости соударения деталей затвора без демпфирования, большие зазоры в кинематических звеньях, передающих работу от привода к затвору – и возникновению значительных динамических нагрузок. Примеры характерных видов возмущений и вызванных ими потерь, встречающихся при эксплуатации арматуры приведены в табл.2.6.3.
Табл. 2.6.3. Характерные виды возмущений и их последствия
Потери являются функцией возмущений. Если возмущения превышают допустимые пределы, то можно говорить об отказах. Например, интенсификация гидромеханического воздействия потока рабочей среды может вызвать эрозию уплотнительной поверхности седла, что в свою очередь может привести к сверхнормативной протечке.
Структура арматуры характеризуется своими подсистемами, их взаимосвязями и свойствами. Первая подсистема реализует функцию арматуры и включает затвор, передаточную кинематическую цепь и привод. Вторая образует несущую оболочку и обеспечивает функции перемещения рабочей среды, герметизацию, механическое крепление к трубопроводам, базу для регулирования и направления подвижных элементов. Третья – корпусные детали. Пятая – узлы уплотнения, шестая – узлы крепления. Седьмая – упругие и чувствительные элементы.
Взаимодействие подсистем между собой обеспечивается в основном рабочими поверхностями уплотнений, пар трения, резьбовыми и другими соединениями. Их можно вынести в отдельную трибомеханическую подсистему.
Каждая из этих подсистем имеет свои собственные закономерности развития и изменения, управляя которыми можно добиваться повышения надежности.
УПРАВЛЕНИЕ НАДЕЖНОСТЬЮ
Уровень надежности – это определенное сочетание значений нормируемых показателей надежности изделий, характеризующее его на определенном этапе жизненного цикла. Для высоконадежной арматуры таким сочетанием может быть: вероятность безотказной работы, назначенный ресурс, средний ресурс до списания, наработка на отказ и др.
Управление уровнем надежности арматуры предполагает обоснованный расчет и выбор уровня надежности, зависящий от работоспособности клапанов в технологическом потоке, и методы организации, обеспечения и поддержания этого уровня на всех этапах жизненного цикла.
Выбор уровня надежности подчиняется следующим двум основным стратегиям – обеспечение требуемого, как правило, высокого уровня надежности и обеспечение экономически обоснованного оптимального уровня надежности. В первом случае рассматриваются контуры регулирования, критичные для работоспособности системы, куда входит арматура в целом. Такими контурами могут быть критические контуры регулирования на варочном котле и бумагоделательной машине, от которых напрямую зависит качество продукции или совершенство и безопасность процесса. С ростом требований к системе, с повышением ее сложности или опасности арматура может переходить из класса «бюджетной» надежности в высоконадежную. В одних случаях отказы арматуры приводят к возникновению катастрофической ситуации – это утечка токсичных сред, взрывы, выход из строя дорогостоящего объекта, в других – к ограниченному экономическому ущербу – это нарушение технологического процесса, потеря качества продукции или выходных параметров технологического режима.
Если последствием отказа является катастрофическая ситуация, то уровень надежности должен задаваться достаточно высоким. Экономические вопросы при этом не являются первостепенными.
Если последствия отказа арматуры ограничены умеренными экономическими затратами, то определяющим в выборе надежности принимается некоторый оптимальный уровень, соответствующий минимуму суммарных затрат при эксплуатации. Это общая точка зрения.
Однако, с ростом скорости бумагоделательной машины, увеличением выпуска качественной продукции, усложнением систем автоматики, ростом числа установленного оборудования, увеличением сложности и взаимовлияния сопряженных контуров регулирования картина существенным образом меняется. При установленной базе клапанов в 1000 ед., даже если они распределены по всему комбинату, при низком коэффициенте надежности до 100 регулирующих клапанов по всему комбинату могут находиться в состоянии отказа. Это означает, что угроза внеплановых и плохо диагностируемых остановов может нависать над выпуском продукции в целом. Это перестает быть проблемой одного клапана, а становится проблемой производства в целом. Отсюда следует, что на всех участках уровень надежности необходимо повышать. Переход к повышенному уровню надежности без большой оглядки на низкие цены является требованием времени. Со временем должен наблюдаться переход от стратегии экономически обоснованной надежности на уровень высокой надежности в целом.
Переход от второй стратегии к первой происходит не только через применение высоконадежной арматуры в целом, но и через применение активной диагностики технического состояния в целом. В этом случае удается для конкретного производства вовремя определять проблемы и переводить контуры регулирования из обычных в требующие повышенной надежности или даже критические.
МЕТОДЫ ОПРЕДЕЛЕНИЯ НАДЕЖНОСТИ
Определение надежности в основном производится статистическими методами за счет длительного накопления статистических данных и практики отработки применения клапанов для конкретного процесса. Математические методы часто не дают достоверных результатов. Однако, длительная обработка измерений в т. н. промышленном эксперименте или проведение испытаний по методу планирования эксперимента с математической обработкой и получением уравнений регрессии надежности позволяют дать достоверные прогнозы. Помогают и отработанные методы укрупненной статистической обработки данных заказов на клапаны и запчасти, а также паспорта и карты регистрации эксплуатации клапанов. Дополняя эти материалы информацией, полученной при обработке данных, снятых непосредственно с клапана при помощи программ диагностики, можно получить ясную и полную картину состояния клапана и спрогнозировать его долговечность и работоспособность.
К характеристикам надежности в нормальных условиях эксплуатации относятся такие параметры как безотказность, наработка на отказ, а к характеристикам надежности в анормальных условиях способность выдерживать нагрузки выше номинальных, пульсации, вибрации, гидравлические удары, работа в условиях кавитации и эрозии, живучесть и др. Определение надежности совместно с безопасностью эксплуатации в условиях аварийной эксплуатации является особо важным для вредных, агрессивных или опасных производств.
Для крупных предприятий, на которых установлены наиболее применяемые в ЦБП клапаны Neles, есть свой способ определения надежности или наиболее слабых мест процесса и наиболее сложных участков. Получение данных возможно за счет анализа поставок за длительный период и интервьюирования специалистов комбината. Даже на этой основе можно дать предложения по прогнозированию надежности клапана в конкретных условиях. Установлено, что исходные данные могут быть собраны из опыта поставок и эксплуатации в течение 2-3-х лет работы производства. Этого, как правило, может быть достаточно для оценки надежности, расчета вероятности отказов и прогнозирования срока службы без отказов. Также основой такого анализа является тот факт, что можно идентифицировать определенное число однотипных клапанов и средств КИП, работающих в близких условиях, что позволяет рассматривать их как совокупность, обладающую одинаковыми свойствами. Такие данные могут предоставляться также и арматурными компаниями – поставщиками, благодаря накапливаемой ими статистике.