Как показывает опыт, основной причиной выхода из строя арматуры в химической и целлюлозно-бумажной промышленности является неправильное ее применение, неучет особенностей эксплуатации и параметров трубопроводных систем. При анализе и аудите причин выхода из строя арматуры зафиксировано большое число отказов, возникающих вследствие использования арматуры в условиях, не предусмотренных технической документацией.
Чтобы избежать этого, многие фирмы разрабатывают программы по повышению качества и надежности арматуры. В таких программах выделяются следующие основные задачи: создание паспортов арматуры и компьютерной базы данных по истории эксплуатации (обслуживание, аварии, ремонт каждой единицы арматуры) и снятие с тендеров закупок арматуры без надлежащего анализа ее пригодности для конкретных условий эксплуатации, предоставление поставщиком расчетных данных и обеспечения гарантий по работоспособности арматуры во время ее эксплуатации, гарантии сервисного обслуживания и поставок запчастей и др. Это устраняет возможность эксплуатации некондиционной арматуры и внеплановых аварийных остановов по причине ее выхода из строя.
К факторам, нарушающим требования документации при монтаже и эксплуатации, относятся следующие:
– перед установкой арматуры в систему не проводятся приемочные испытания, регламентируемые технической документацией;
– не контролируется гарантийный срок службы, что приводит к эксплуатации некондиционной арматуры, вероятность аварийного выхода из строя которой особенно велика;
– нарушается регламент освидетельствования и ремонта арматуры, ведение паспорта;
– применяются «крючки» – рычаги-удлинители при закрывании арматуры вместо применения динамометрических ключей;
– при эксплуатации экстремальные условия возникают при незапланированных остановах и пусках технологических линий;
– запорная арматура может использоваться при регулировании и дросселировании, что приводит к выходу ее из строя.
Недостатки в методологическом подходе к оценке надежности
К ним относятся: Применение только статистических моделей, на основе информации «работоспособность – отказ» и только формального модельного подхода к распределению вероятностей отказа, тогда как на самом деле необходимо полноценно использовать данные эксплуатации.
Для расчетов надежности только арматуры по критерию постепенного или внезапного отказа применяются методика анализа и критерий непревышения «нагрузка – прочность», для анализа метрологической надежности критерий «параметр-поле допуска».
Силовые воздействия, формирующие поля напряжений, например, в корпусных деталях, вызываются как правило, гидростатическим давлением рабочей среды, усилием уплотнения в затворе от привода, изгибающим моментом в местах соединения трубопроводов (монтажные погрешности, деформации трубопроводов в режиме эксплуатации). Возможные последствия силовых воздействий – недопустимые деформации и разрушение деталей арматуры, разгерметизация в затворе и относительно окружающей среды.
Из всех элементов арматуры наиболее катастрофические аварии случаются при разрушении корпусов арматуры. Однако, доля таких разрушений достаточно мала, они связаны, в основном с гидравлическими ударами, технологическими и скрытыми дефектами и составляют 3-5% всех видов отказов.
Наибольшее число отказов вызвано поверхностными процессами – изнашиванием, коррозией, эрозией, кавитацией и их совместным действием. Например, анализ отказов различных видов арматуры (более 150 000 случаев, данные ЦКБА) показал, что их основной причиной явились различные виды изнашивания – 65%, коррозии – 25%, эрозии и кавитации – 5%. Эта тенденция характерна и для арматуры, предназначенной для комплектования химических производств и ЦБП.
Особенно потенциально опасны агрессивные и коррозионно-активные среды. Кроме коррозионного поражения эти среды в условиях действия полей напряжений приводят к усилению механохимических реакций – резкому возрастанию скорости растворения деформированных участков поверхности, коррозионному растрескиванию, значительной интенсификации изнашивания, эрозии и кавитации.
Термическое воздействие среды приводит к заклиниванию деталей в сопряжениях вследствие различного коэффициента термического расширения, возрастанию коррозионной активности рабочей среды, возникновению в деталях дополнительных полей термонапряжений, изменению механических свойств материала и др.
СВЯЗЬ НАДЕЖНОСТИ КЛАПАНОВ С НАДЕЖНОСТЬЮ УЗЛОВ БУМАГОДЕЛАТЕЛЬНОГО ОБОРУДОВАНИЯ
Важность учета специфики надежности клапанов для бумагоделательного производства связано как с непрерывностью процесса, необходимостью точного регулирования, так и с огромным количеством установленных клапанов. Их количество на одном крупном ЦБК может доходить до 40.000 из них до 4000 – регулирующих.
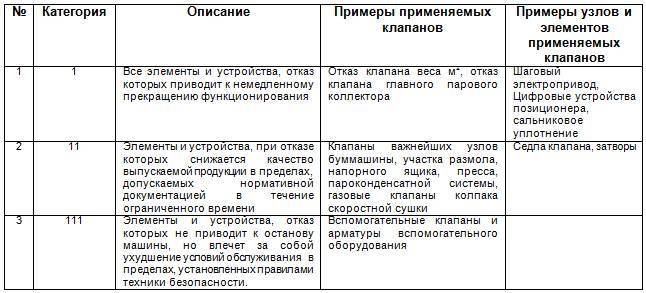
Среди общих простоев бумагоделательных машин до 15% приходится на долю клапанов и арматуры. В структуре ремонтного цикла бумагоделательной машины (1 капитальный, до 4-х средних и до 175 малых ремонтов) на долю арматуры приходится также значительная часть. Каждое ТО связано также, как минимум, с осмотром арматуры и ведением ее паспорта. Сам отказ клапанов может приводить как к полному отказу машины, так и постепенной потере эффективности. По классификации отказов бумагоделательных машин клапаны попадают во все категории, см. табл. 2.6.1.
Табл. 2.6.1. Категории отказов клапанов в бумагоделательной машине
Уже достаточно давно установлено, что максимальные простои буммашин после пуска приходятся на первые годы эксплуатации. И далее, приближаясь к 8 годам эксплуатации, когда большая часть узлов исчерпывает свой ресурс, эксплуатационные затраты растут, а эксплуатационная эффективность падает. Заметное снижение уровня надежности машины в целом начинается через 4-5 лет после выхода на нормальный режим эксплуатации. Эти данные могут использоваться для повышения и расчета надежности клапанов, в частности, чтобы кратность их замены приходилась на этапы замены и других изношенных узлов бумагоделательного оборудования. При этом уровень капитального ремонта всей буммашины может быть повышен. Таким образом, формируя ремонтный цикл арматуры до уровня 4-5 лет после выхода на нормальный режим буммашины в целом, можно добиться повышения надежности и эффективности как капитального ремонта, так и эксплуатационной эффективности машины в целом.
Из процессов, действующих на бумагоделательную машину, клапаны и арматуру в ее составе, можно выделить несколько основных:
– Обратимые – временно изменяющие параметры и поддающиеся регулированию, например, процессы регулирования.
– Необратимые – износ штока, седла клапана, разлохмачивание сальникового уплотнения и др.
– Медленно развивающиеся процессы – зарастание масляной шубой пневмопровода, карамелизация клапана, прикипание, забивание слизью, уплотнение сгустков и др.
– Монотонные процессы средней скорости – Линейное расширение клапанов пароконденсатной группы при температурах эксплуатации.
– Быстроизменяющиеся процессы – работа клапана в условиях высокой вибрации трубопровода, наличие кавитации.
Учитывая, что в большей степени в настоящее время применяют обслуживание и ремонт бумагоделательной машины по составляющим узлам (напорный ящик, сеточная часть, прессовая часть, сушильная секция, каландр), обслуживание клапанов также должно сочетаться с кратностью обслуживания этих узлов. Надежность клапанов и арматуры должна быть больше нормируемых показателей надежности для этих узлов.
Общая эксплуатационная надежность одного и того же клапана или его элемента может отличаться в десятки раз. Так, по данным, приведенным в исследованиях по надежности в химической промышленности, показаны следующие цифры, см. табл. 2.6.2. Из этих же данных можно увидеть и место вероятности отказа клапана среди других элементов контуров регулирования и сопряженных узлов.