4. Перерасчеты клапанов при изменении систем гидротранспорта. Перерасчеты клапанов при обосновании перехода на нержавеющие трубы. Замена трубопроводов из черных сталей на нержавеющие с одновременным повышением компактности и установкой современных клапанов. Перерасчеты клапанов при подключении новых трубопроводов к действующим.
5. Перерасчеты клапанов при начале использования смарт арматуры и интеллектуализации клапанов.
5.1. Перерасчет и обоснование перехода с аналоговых позиционеров на интеллектуальные на конкретных технологических процессах. Например, комплексный перерасчет клапанов на всей технологической линии с обоснованием перехода на интеллектуальные клапаны.
5.2. Обоснование перевода ручной арматуры на арматуру с управлением от привода и интеллектуализация при установке позиционеров.
5.3. Перерасчеты клапанов на интеллектуальные при вводе в работу автоматизированных систем управления, в т.ч. и локальных.
5.4. Комплексные технико-экономические расчеты эффективности установки интеллектуальных клапанов, например, NELES Cv или интеллектуальных позиционеров как в целом, так и по потокам. Например, с учетом практических данных по среднему отклонению процесса, отражаемых в виде диаграмм процесса можно показать, как снижение колебательности процесса с 4-5% до 1-1.5% при замене шаровых клапанов на сегментные и сегментные NELES Cv, т.е. снижение колебательности процесса до 80% позволит сократить расходы на потребление химикатов, пара, и др. в комплексе по установкам и по процессу.
5.5. Замена шиберных задвижек на поворотные заслонки в частности на вакуумных системах. В настоящее время на ряде предприятий используются шиберные задвижки, иногда просто снятые с массного потока. Это приводит к потере как минимум 20% вакуума.
6. Разработка клапанных узлов для узких мест производства
Перерасчеты клапанов с целью разработки клапанного узла – установки бустера, местного фильтра и др.
7. Новые проектные решения с целью компактного размещения производства
Например, это арматура для компактной установки трубопроводных разводок в ограниченном пространстве. Цель в т.ч. достигается и применением компактной арматуры с компактными приводами, меньшего веса, укладывающихся в зоны обслуживания клапанов. Технико-экономический эффект при этом достигается за счет снижения общей протяженности трубопроводов и нагрузки на насосы, общего веса трубопроводов, возможности в момент допроектирования создавать зоны обслуживания и установки клапанов, снижения тепловых потерь на трубопроводах, упрощения схем разводок и поиска неисправностей и в целом, возможности группового обслуживания трубопроводов. Пересмотр трубных обвязок часто позволяет снизить затраты на монтажные работы и работы по обслуживанию до 40%. Использование готовых узлов, элементов и секций, централизованно изготовленных в трубозаготовительных цехах, позволяет в значительной степени упростить технологию и организацию монтажа, особенно внутрицеховых и обвязочных трубопроводов. Это в 5-6 раз снижает объемы работ, выполняемые на монтажной площадке. Сроки монтажа могут упасть в 3-4 раза.
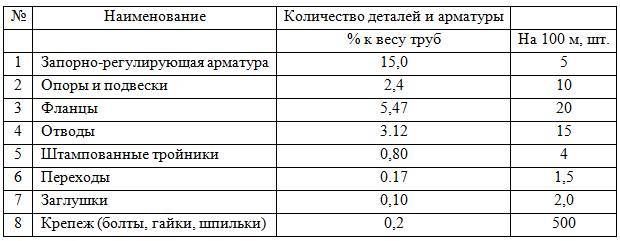
8. Применение в проектах комплексных современных решений, Так, по примеру проектно-инжиниринговой компании Якко-Пери, при использовании специальных программ для компактного размещения трубопроводов, эффект достигается при снижении веса клапанов и арматуры, например, при замене наиболее габаритных шиберных и клиновых задвижек, применении более перспективных решений при проектировании привода, применении специальных позиционеров. Это позволяет снизить вес арматуры к весу труб с 15% до 7-10% и ниже. Существующие характеристики характеристик веса арматуры и других сопряженных элементов к весу труб приведены в табл.2.5.1.
Табл. 2.5.1. Показатели комплектации трубопроводов
СХЕМА РАБОТЫ ПО ПЕРЕСЧЕТУ КЛАПАНОВ ДЛЯ КРУПНЫХ ЦБК
Схема работы по перерасчету разрабатывается с учетом доминирующей арматуры на предприятии. Учитывая, что на многих комбинатах установлено множество клапанов МЕТСО (Neles, Jamesburry) обычно проводят их технический аудит и перерасчет ее параметров в соответствии с сегодняшним состоянием дел и планами по развитию предприятий. Для этих целей предлагается следующий план работы:
1. на первом этапе компания- аудитор совместно со специалистами предприятия (технологи, КИП и механики) проводят перерасчет клапанов на каждом из участков, с целью приведения их в соответствие с сегодняшними характеристиками по специальным программам и предоставляют варианты установки клапанов взамен установленных.
2. На втором этапе по результатам аудита и перерасчета совместно с производителем арматуры готовятся предложения по наиболее критическим клапанам взамен установленных, которые помогут снять слабые места и усилить возможности регулирования процессов.
3. По разработанной заказной спецификации компания- производитель (поставщик) поставляет новые клапаны, выпускаемые по последним спецификациям взамен устаревших. Старые клапаны передаются на продажу по программе создания обменного фонда клапанов и арматуры. При этом возможно существенное уменьшение стоимости клапана.
На последнем пункет стоит остановиться особбо, поскольку он существенно влияет на стоимость и одновременно можно показать, как можно повысить эффективность использования арматуры при использовании услуг специализированных на арматуре сервисных центров. Для этого рассмотрим пример компании Метсо автоматизация.
БЛОК-ВСТАВКА
ПРЕИМУЩЕСТВА ИСПОЛЬЗОВАНИЯ УСЛУГ СПЕЦИАЛИЗИРОВАННОГО СЕРВИС ЦЕНТРА КОМПАНИИ МЕТСО АВТОМАТИЗАЦИЯ ДЛЯ ПРОЕКТНО-МОНТАЖНЫХ ОРГАНИЗАЦИЙ
Общий вес деталей и арматуры в технологических внутрицеховых трубопроводах достигает до 28% от веса труб. При снижении общего веса арматуры за счет замены наиболее тяжеловесных шиберных или клиновых задвижек на поворотные заслонки, в ряде случаев монтажные операции упрощаются и такелажные работы могут быть заменены средствами простой механизации.
ПРЕДЛОЖЕНИЯ СЕРВИСНОГО ЦЕНТРА ДЛЯ ПРОЕКТНО – МОНТАЖНЫХ ОРГАНИЗАЦИЙ
1. Подготовка клапанного узла в мастерских монтажной организации с участием сервис инженера сервисцентра, включая эко-фильтр, бустер, масло-водоотделитель, привод, контрольно-измерительные приборы и др. для монтажа на месте не отдельных узлов, а целого комплекта.
2. Монтаж арматуры внутрицеховых трубопроводов с участием сервис инженера. Из общего веса внутрицеховых трубопроводов примерно 63% приходится на участки, имеющие сложную конфигурацию, 37% на прямолинейные участки. Из них линии и участки трубопроводов сложной конфигурации с условным проходом более 50 мм, как правило, монтируются из узлов, которые могут быть заранее изготовлены монтажными участками в трубозаготовительных цехах с установкой арматуры и тестированием всего узла. Трубопроводы диаметром менее 50мм монтируют на месте, их вес в общем объеме, как правило, меньше 5%. Однако, по объему работ они занимают до 24%. В этом случае участие специалистов сервис центра в шефмонтаже клапанов и арматуры должно происходить и на монтажной площадке. Показатели трудоемкости основных операций монтажа приведены в табл.2.5.2.
Табл. 2.5.2. Показатели удельной трудоемкости основных операций монтажа внутрицеховых трубопроводов
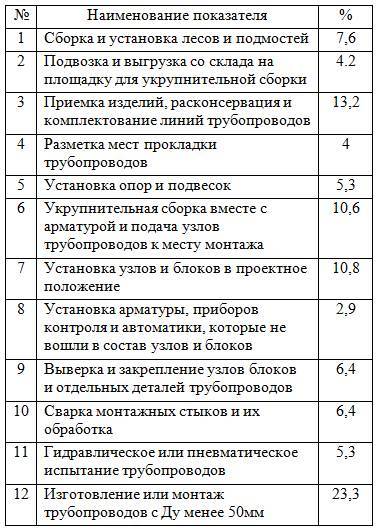
3. С целью повышения эффективности установки арматуры и клапанов, их быстрой настройки, предлагается изначально в спецификации указывать необходимость шефмонтажа специалистами, что повысит процент сдачи укрупненной сборки с первого раза. Так, при сравнении трудоемкости монтажа 1 м обвязочного трубопровода двумя способами можно сказать, что при монтаже 1 м трубопровода с условным проходом 50-500мм «по месту» трудоемкость составляет 2,15 чел-ч или 103 чел-ч в пересчете на 1т трубопровода. При монтаже трубопровода узлами трудоемкость составляет 1,50 чел-ч, или в перерасчете на 1 т трубопровода 75 чел-ч с учетом трудозатрат на изготовление узлов в цехе. Трудоемкость собственно монтажа 1м трубопровода готовыми узлами составляет 0,76 чел-ч. Норма выработки повышается более чем в 1,4 раза при проведении монтажа своими силами на монтажной площадке и в 2,8 раз при привлечении специалистов сервисного центра. Если участвует шеф инженер, то ускорение достигается за счет лучшего контроля и приемки узла с первого предъявления.