Крупнозернистую наждачную или стеклянную бумагу применяют только для грубой обдирки и подготовки деталей к склейке.
Приспособления для некоторых видов работ и другие советы
Для успешного изготовления приборов и моделей, имеющих хороший внешний вид, необходимы различные приспособления, позволяющие быстро и точно выполнить те или иные виды работ. С этой целью можно приспособить один и тот же инструмент для нескольких операций по изготовлению деталей.
Рассмотрим наиболее простые и оригинальные приспособления.
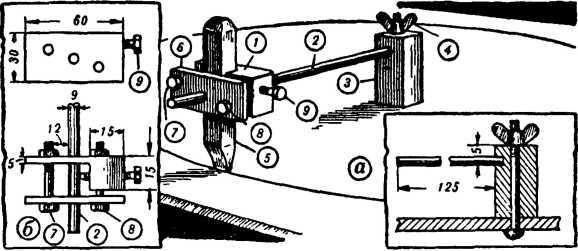
Универсальное приспособление для вырубки отверстий. В работах юного пионера-электротехника часто встречаются случаи, когда приходится точно вырубать круглые отверстия в листовом металле или дереве диаметром от 25 до 100 миллиметров. Для этой цели можно изготовить приспособление, показанное на рисунке 88, а.
Рис. 88. Устройство универсального приспособления для вырубки отверстий.
Оно состоит из держателя инструмента 1, стержня 2, колонки 3 с осью, закрепляемой барашком 4.
Главной частью приспособления является держатель. Он состоит из основания 1, прижимной пластинки 6, стягивающих болтов 7 и 5, стопорного болта 9 и стержня 2.
Все детали держателя изготавливаются из мягкой стали по форме и размерам, показанным на рисунке 88, б. В отверстиях основания нужно нарезать сквозную резьбу под соответствующие болты. Стержень изготавливается из стального прутка, колонка — из стального бруска, в котором вдоль оси просверливается отверстие для оси — болта и с зажимом в виде барашка.
В колонке просверливается отверстие под стержень и нарезается резьба. На конце стержня тоже нарезается соответствующая резьба. Сборка приспособления производится по рисунку, приведенному выше.
Если вырубить отверстие в металле диаметром 25–35 миллиметров, то потребуется зубило 5 с режущей кромкой шириной 4 миллиметра; для отверстий с диаметром 50 и 100 миллиметров потребуется зубило с шириной режущей кромки соответственно 6 и 9 миллиметров.
Такое зубило можно изготовить из квадратного напильника. Его режущую кромку надо заточить под углом в 60° на высоту 10–15 миллиметров, после чего зубило следует закалить.
Приспособление используется следующим образом. Намечается центр вырубаемого отверстия, циркулем вычерчивается его окружность. Затем в центре высверливается отверстие диаметром 4 миллиметра. Через это отверстие пропускается ось, на которую надевается колонка и завинчивается не очень туго барашек. В держатель вставляется зубило 5, туго закрепляется стягивающими болтами 7 и 8. Режущую кромку зубила надо установить на линии окружности и застопорить держатель болтом 9.
После этого производят вырубку отверстия, передвигая по окружности зубило и нанося по нему сильные удары тяжелым молотком.
Края вырубленного отверстия зачищаются полукруглым напильником.
Аналогичным образом можно вырубить отверстие в доске или фанере. Для этого зубило вынимается и вставляется стамеска. Чтобы вырубить отверстие большего диаметра, надо взять стержень большей длины.
Работы с помощью дрели. При изготовлении приборов и моделей очень часто приходится пользоваться ручной дрелью для высверливания отверстий различных диаметров.
Прежде чем сверлить с помощью дрели, надо наметить место будущего отверстия. Разметку делают не торопясь, точно учитывая все особенности конструкций той части аппарата, в которой сверлится отверстие. Отверстие, просверленное не на месте, заделать почти невозможно, оно будет портить внешний вид детали, а подчас и препятствовать ее нормальному использованию.
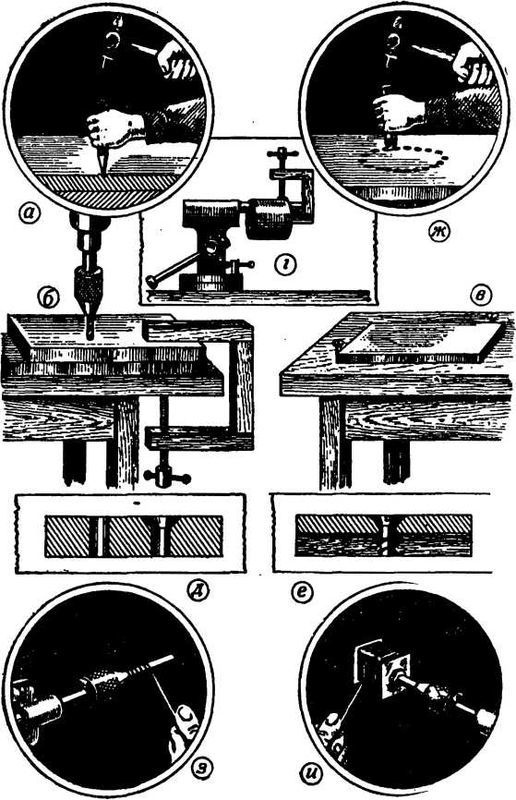
Предварительную разметку центров отверстий обычно наносят остро отточенным карандашом, но по такой разметке сверлить нельзя. Сверло, установленное на ровной поверхности, при вращении может соскользнуть с намеченной точки, и отверстие будет просверлено не там, где требуется. Чтобы этого не произошло, на месте карандашной отметки делают углубление керном. Острие керна ставят на карандашную отметку и ударяют молотком по его обушку. Керн при этом должен быть установлен строго перпендикулярно к поверхности, иначе при ударе он может соскользнуть (рис. 89, а).
Рис. 89. Применение дрели для различных видов работ.
Отверстия примерно до 4–5 миллиметров делают сразу сверлом нужного диаметра. Если необходимо отверстие большего диаметра, то сверление его производят в два приема — сначала 2—3-миллиметровым сверлом, а затем уже сверлом нужного диаметра. Такая последовательность вызывается тем, что сверла большого диаметра съезжают с точки, на которую их установили, даже в том случае, если эта точка наколота или накернена.
Дрель при сверлении устанавливают строго перпендикулярно к поверхности, в которой делают отверстие, (рис. 89, б).
Диаметр сверла подбирают так, чтобы сделанное отверстие получилось чуть больше того, которое нужно. Если, например, сверлится отверстие под болт 4 миллиметра, надо применить сверло 4,1 или 4,2 миллиметра, иначе болт может не пройти, в особенности если отверстие сделано в дереве.
Сторона детали, противоположная той, в которой сверлится отверстие, должна быть плотно прижата к другой, плоской поверхности, иначе возможно откалывание или отламывание материала вокруг отверстия при выходе сверла. Если сверлится плоская деталь, то она прижимается к подложенной доске с помощью ручных тисков или струбцинки (рис. 89, б). При малых размерах детали нужно сделать на доске упор, ввинтив в нее шуруп (рис. 89, в), без этого деталь начнет вращаться вместе со сверлом.
Чтобы просверлить отверстие в цилиндрической детали, в тиски зажимают круглую палку (рис. 89, г), на нее надевают деталь, закрепив ее струбцинкой, и лишь после этого просверливают. Без таких мер предосторожности можно испортить деталь, промяв ее стенки.
После сверления с противоположной стороны по окружности могут быть заусенцы. Их следует снять сверлом в полтора-два раза большего размера, чем то, которым проделано отверстие. Такое сверло устанавливают на отверстие с заусенцами и, не нажимая на дрель, делают несколько оборотов. Все заусенцы будут срезаны.
Под шуруп или болт с конической головкой надо дополнительно рассверлить, или, как говорят, раззенковать, отверстие, чтобы утопить головку заподлицо — вровень с поверхностью материала. Зенковку отверстия делают обычно сверлом вдвое большего диаметра (рис. 89, д).
Чтобы найти правильную глубину зенковки и подходящий для этого диаметр зенкующего сверла, надо предварительно произвести опыты на куске дерева, а затем уже зенковать отверстие в детали. При завертывании шурупа в зенкованное отверстие следует выбирать такую отвертку, чтобы ее лезвие не выходило за пределы шлица, иначе края отверстия после завертывания винта окажутся ободранными.
При сверловке двух парных отверстий надо разметить оба отверстия и, просверлив сначала только одно, вновь проверить разметку: отверстие при сверлении могло сместиться в сторону. Лишь убедившись в точности разметки, можно сверлить второе отверстие.
В патроны ручных дрелей небольших размеров можно зажимать сверла диаметром не свыше 8—10 миллиметров. Для сверления отверстий большего диаметра приходится пользоваться различными приспособлениями.
Например, наиболее простой способ сверления больших отверстий в дереве заключается в применении столярных перок. Конец перки квадратного сечения затачивают на цилиндр такого диаметра, который мог бы войти в патрон ручной дрели. Иногда применяют переставные перки. Разумеется, подгонять перки к дрели следует лишь в том случае, если нет коловорота. При наличии коловорота надо им и пользоваться для сверления больших отверстий.
Если необходимо проделать большое отверстие в металле, проще всего просверлить по окружности намеченного отверстия ряд отверстий, одно возле другого, как показано на рисунке 89, ж. Промежутки между ними и середину надо вырубить зубилом, а края отверстия выровнять полукруглым напильником. Отверстия сверлят на окружности так, чтобы внешние края примерно совпадали с намеченной линией.