Мы уже говорили с вами, что при большом количестве однородной продукции цена времени неизмеримо возрастает. Если при мелкосерийном производстве одна гайка требовала на изготовление, скажем, несколько минут, то при массовом производстве за одну минуту их выпускаются десятки. Значит, и потерять при массовом производстве одну минуту страшней, чем при штучном производстве потерять гораздо большее время. Поэтому при массовом производстве, при поточной его организации особенно важна согласованная работа всех отдельных участков.
Если при изготовлении одного редуктора или малой серии редукторов токарь Павлов запоздает с заготовками для шестерен, то страшного ничего не случится. Насыров может его и подождать. В течение этих нескольких минут он сумеет заняться какой-нибудь другой работой, хотя бы подготовительными операциями. Даже если бы Насыров простоял, потеря была бы все равно невелика. Но при массовом производстве у Насырова все уже заранее налажено, да и станок совсем другой. Теперь несколько минут простоя стоят уже нескольких неизготовленных шестерен. Тут уж Павлов не должен терять ни минуты, иначе простоит Насыров, а за ним и все последующие рабочие.
Возьмем другой пример. Токарь Стеценко выточил ось для червяка, токарь Смирнов выточил червяк. Кто-то из них ошибся: то ли Смирнов проточил меньшее отверстие в червяке, то ли Стеценко сделал ось большего, чем требуется, диаметра. Словом, червяк не насаживается на ось. При штучном производстве в этом особой беды нет. Скажем, виноват Смирнов. Тогда он берет ось, на которую не одевался червяк, и, установив вновь червяк на станке, начинает растачивать отверстие в нем. И будет он растачивать отверстие до тех пор, пока ось не вставится в это отверстие. Затем ось вместе с червяком заберет слесарь-сборщик Коробков и начнет собирать редуктор.
При массовом производстве такая вещь невозможна. Если червяк не насаживается на ось, то, значит, получился брак. Но Смирнову уже некогда подгонять данный червяк под ось. У него теперь большое сменное задание, и теперь гораздо проще забраковать один червяк, но не прерывать производство, чем исправлять брак, уменьшив при этом общее количество изготовленных червяков.
Но не означает ли это, что при поточном методе производства увеличивается количество забракованных деталей? Если в день изготовляются десятки, а то и сотни червяков и осей и нет возможности подгонять их друг к другу по отдельности, то ведь очень легко ошибиться и выточить ось или отверстие в червяке такими, что они не состыкуются при сборке. На первый взгляд это действительно так. Но только на первый. Дело в том, что при массовом производстве возможность неточного изготовления должна обязательно заранее учитываться, и на такую неточность должны обязательно накладываться допуски. Так и делается. Вспомните хотя бы о классах точности или о допусках на сопротивления. Точно так же обстоит дело и с механическими узлами и деталями. На их изготовление тоже имеется целая система допусков и посадок, обязательная для всех конструкторских бюро, проектных организаций, заводов и фабрик Советского Союза. Система эта является ГОСТом.
В этом очень большая разница между штучным и массовым производством. Штучное производство требует очень точного изготовления даже самых неответственных деталей, требует взаимной подгонки их друг к другу. А массовое производство, наоборот, исходит из того, что незачем делать детали абсолютно точно, незачем напрасно удорожать их. Лучше и дешевле делать детали, заранее оговорив допусками отклонение от заданных размеров. Можно всю конструкцию какого-либо изделия создать с учетом таких допускаемых отклонений, и тогда любая деталь, изготовили ли ее сегодня или два года тому назад, на заводе № 618 или на заводе № 64, подойдет к изделию, если, конечно, деталь эта выполнена в соответствии с чертежами, в которых обязательно оговариваются допуски на неточность изготовления.
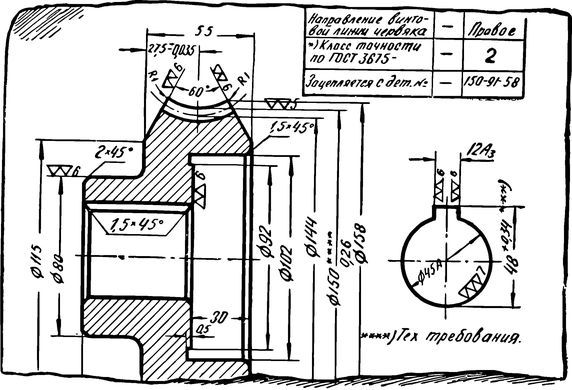
Так выглядит чертеж.
При таком методе конструирования и изготовления любая ось, вышедшая со станка Стеценко, состыкуется с любым червяком, выточенным Смирновым, при условии, что и ось и червяк «находятся в допуске». А сделать деталь в допуске при поточном производстве гораздо проще, чем подгонять ее по месту.
Если даже Смирнов и Стеценко, работая в одном цеху, при поточном производстве уже не могут устранять брак путем индивидуальной подгонки деталей, то тем более это невозможно, когда в производстве одного изделия участвует не один цех, а весь завод или несколько заводов, а то и несколько отраслей промышленности. Поэтому роль допусков и классов точности изготовления узлов и деталей в массовом производстве становится необычайно важной.
А ведь в наши дни производство в большинстве случаев массовое. Если не говорить о таких уникумах, как синхрофазотрон или о других новейших научно-исследовательских и измерительных приборах, буквально все, что можно, переводится или переведено на производство поточными методами. Да и в самых этих уникумах всегда используется очень большое количество узлов, деталей и агрегатов, изготовляемых поточными методами. Если бы этого не было, то даже такая богатая страна, как СССР, не могла бы позволить себе такие дорогие сооружения, как тот же синхрофазотрон и тем более величайшие в мире гидроэлектростанции. Кроме того, что такие уникальные сооружения стоили бы непомерно дорого, их сооружение затянулось бы на очень долгое время.
Одним из самых наглядных примеров массового производства и поточного метода является производство автомобилей. Надо сказать, что именно автомобильное производство всегда было и осталось одним из самых передовых производств. Именно в автомобильной промышленности почти раньше всех вводились и вводятся самые последние технические и организационные новшества. Только благодаря этому такое сложное устройство, как автомобиль, может продаваться по сравнительно невысоким ценам. На автомобильном заводе все подчинено массовости, потоку. Здесь нам не встретятся привычные универсальные станки; они имеются только в подсобных цехах: в ремонтном, инструментальном. В производственных же цехах все делается с помощью высокоспециализированных станков, инструментов и приспособлений.
И все делается с учетом допусков. Именно благодаря допускам автомобиль можно не только приобрести сравнительно недорого, но и ремонтировать его просто. Любая покрышка, где бы ее ни купили, если она предназначена для автомобиля данной модели, легко и свободно встанет на место. Так же просто заменить не только покрышки, но и другие части автомобиля, велосипеда, мотоциклета, любого вида военного снаряжения, радиоприемника и телевизора и много-много другого. И все это потому, что массовое производство обязательно рассчитано на взаимозаменяемость узлов и деталей.
Конвейер сборки автомобилей.
Каждый автомобилист, мотоциклист или велосипедист в глубине души гордится своей машиной, находит в ней такие качества, которых якобы нет в других. Сознание этого доставляет ему удовольствие, тешит самолюбие. Но это не что иное, как самообольщение. Нет ничего более похожего в мире, чем два автомобиля одной и той же модели, чем две любые вещи, изготовленные на заводе или фабрике массовой продукции. Вот что записал в своей записной книжке писатель М. Пришвин:
«Было что-то в моем многолетнем увлечении автомобилем большее, чем заслуживает от человека вещь. Мне хотелось одно время найти в моей машине особенности, каких нет в других машинах, но когда я приехал на большой завод, где машины, подобные моей, беспрерывно сходили с конвейера, я понял, что „особенность“ в машине есть не личное качество, как у человека, а порок».
Но в то же время не следует забывать, что при массовом производстве можно в очень широких пределах и очень дешево разнообразить внешний вид однородной продукции.