АНОДИ́РОВАНИЕ, нанесение защитного покрытия на поверхность металлических изделий. Осуществляется в процессе электролиза, когда эти изделия являются анодом. Анодируют, как правило, алюминий и его сплавы, при этом образуются оксидные плёнки толщиной 5—25 мкм, которые хорошо защищают металлические изделия от коррозии, обладают электроизоляционными свойствами, а также служат основой для нанесения лакокрасочных покрытий. Анодирование часто используется и в декоративных целях.
АНÓСОВ Павел Петрович (1799–1851), российский металлург. В 1817—47 гг. работал на Златоустовских заводах, затем до 1851 г. – главный начальник Алтайских заводов. Всемирную известность приобрели его работы в области сталеплавильного производства: предложил новый метод получения литой стали; осуществил переплавку чугуна в сталь; разработал основы теории и техники выплавки легированной стали; первым в Европе раскрыл утерянный в Средние века секрет изготовления булатной стали. Автор книги «О булатах» (1841). Изобрёл золотопромывальную машину, установленную на Миасских приисках. Впервые применил (1831) микроскоп для исследования внутреннего строения стали, положив начало микроскопическому анализу металлов. Автор трудов по металлообработке и металловедению. По инициативе Аносова в 1840-х гг. предприняты успешные попытки производства литых стальных орудий, завершённые впоследствии П. М. Обуховым.
П. П. Аносов
АНТÉННА, устройство для излучения и(или) приёма радиоволн. Передающая антенна преобразует электромагнитную энергию, генерируемую радиопередатчиком, в энергию излучаемых радиоволн. Свойство переменного электрического тока, протекающего по проводнику, создавать в окружающем пространстве электромагнитные волны установлено немецким физиком Г. Герцем в 1880-х гг.; он же создал (1888) первую передающую антенну – т. н. вибратор Герца – в виде медного стержня с металлическими шарами на концах, в разрыв посередине стержня подключался источник электромагнитных колебаний.
Приёмная антенна преобразует энергию радиоволн в электромагнитные колебания во входных цепях (контурах) радиоприёмника. Российский физик А. С. Попов во время опытов со своим радиоприёмником впервые использовал приёмную антенну – вертикальный металлический провод, нижний конец которого присоединялся к приёмнику, что заметно увеличивало расстояние уверенного приёма. Форма, размеры и конструкции антенн весьма разнообразны и зависят от длины излучаемых и принимаемых радиоволн и от назначения антенны. Применяются антенны в виде отрезка провода, комбинаций из таких отрезков, отражающих металлических зеркал, рупоров, спиралей и рамок из металлических проволок, полостей с металлическими стенками, в которых вырезаны щели (т. н. щелевые антенны) и др.
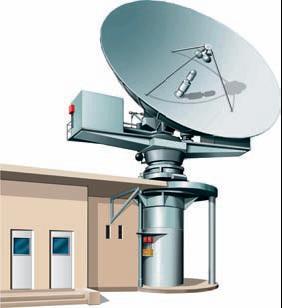
Параболическая антенна спутниковой связи
Конструкция антенны и её размеры определяются назначением антенны и длиной излучаемых и принимаемых радиоволн. Одной из важнейших характеристик антенны является её диаграмма направленности. Она показывает, в каком направлении передающая антенна излучает максимум энергии или с какого направления принимаемые радиоволны создают максимальную ЭДС на входе приёмника. Диаграмма направленности определяется конструкцией антенны и имеет разный вид у антенн различного назначения. Напр., телевизионные передающие антенны имеют круговую диаграмму направленности, а антенна радиолокационной станции – в виде узкого лепестка луча. Антенна радиовещательного приёмника должна одинаково хорошо принимать радиоволны с любой стороны, а антенна телевизора должна быть всегда строго направлена на передающий телецентр. Дальность приёма радиоволн во многом зависит от высоты расположения антенны: чем выше антенна, тем увереннее приём. Поскольку приёмные антенны поднять высоко бывает просто невозможно (напр., антенны автомобильного, карманного приёмника, телевизора на даче), стремятся поднять повыше передающие антенны. Очень часто передающие антенны размещают на вершинах специальных башен и вышек, на крышах высотных домов и даже на искусственных спутниках Земли.
АНТИКОРРОЗИÓННАЯ ЗАЩИ́ТА металлов, комплекс средств защиты металлов и сплавов, металлических изделий и сооружений от коррозии. Антикоррозионная защита предусматривается на всех стадиях производства и эксплуатации металлических изделий – от проектирования объекта и выплавки металла до транспортировки, хранения готовых изделий, монтажа металлических сооружений и их эксплуатации. Коррозия металлов приводит не только к безвозвратным их потерям, но и к преждевременному выходу из строя дорогостоящих и ответственных изделий и сооружений, к нарушению технологических процессов и простоям оборудования. Коррозия бывает весьма разнообразной, но возникает она чаще всего на поверхности металлических изделий и постепенно проникает внутрь. Нет ни одного металла, который обладал бы абсолютной коррозионной стойкостью. Можно говорить лишь о стойкости при данных условиях окружающей среды.
Необходимость защиты металлов от коррозии возникла вместе с появлением первых изделий из меди и железа. Для защиты меди ещё в древние времена применялось горячее лужение, растительные масла, коррозионностойкие сплавы (оловянная бронза, латунь), для защиты железных и стальных изделий – полирование, воронение, лужение. В нач. 19 в. был открыт электрохимический метод защиты от коррозии с помощью протекторов. Наиболее интенсивно антикоррозионная защита развивается начиная с 20 в. в связи с широким использованием нержавеющих сталей, новых коррозионностойких сплавов, полимерных покрытий и др.
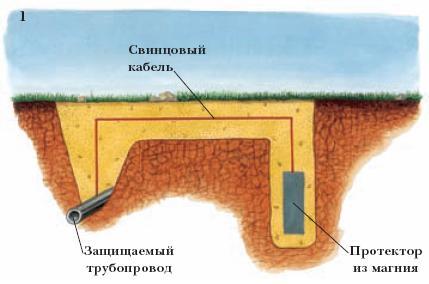
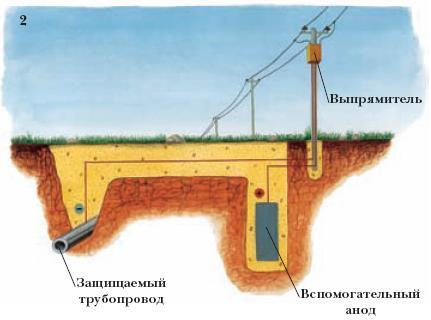
Методы катодной защиты труб от коррозии:
1 – с «жертвенным» анодом-протектором (в этом случае происходит постепенное разрушение анода, а металл трубопровода коррозии не подвергается);
2 – со вспомогательным анодом и внешним источником тока (в этом случае защита осуществляется за счёт расходования электроэнергии)
По механизму действия все методы защиты от коррозии можно разделить на основные группы: электрохимические, оказывающие влияние на потенциал металла; механические, изолирующие металл от воздействия окружающей среды путём нанесения защитной плёнки и покрытий. Простейшим средством защиты от коррозии служат лакокрасочные покрытия. Они защищают поверхность металлических изделий от непосредственного контакта с окружающей средой и другими металлами. Главный недостаток такого способа заключается в том, что слой краски постепенно нарушается, и его необходимо периодически восстанавливать. Во 2-й пол. 20 в. стали применять покрытия из сложных неорганических соединений (фторидов, фосфатов, хроматов и пр.). К неорганическим покрытиям, получаемым горячим способом, относится эмалирование, широко распространённое в бытовой технике и для защиты металлов от газовой коррозии при высоких температурах. Большие возможности нанесения металлических покрытий даёт гальванотехника. Однако наиболее эффективным способом антикоррозионной защиты является легирование металлов. Легированием достигается перевод металла из активного состояния в пассивное, при этом образуется пассивная плёнка с высокими защитными свойствами. Напр., легирование железа хромом позволило перевести железо в устойчивое пассивное состояние и создать целый класс сплавов, называемых нержавеющими сталями. Дополнительное легирование нержавеющих сталей молибденом устраняет их склонность к точечной коррозии под воздействием морской воды. Для предотвращения коррозии морских судов, подземных и гидротехнических сооружений, а также химической аппаратуры, работающей с агрессивными электропроводными средами, применяют электрохимические методы защиты.