Периметр обичайки должен быть несколько больше периметра модели, чтобы готовые формы имели достаточно прочные и широкие борта. Так, при диаметре 50—100 мм ширина стенок форм должна быть на 1–2 см больше диаметра барельефа. Это необходимо для укладки проводников на стенки форм и удобства расположения отверстий для груза и контактирующей подвески, а также для того, чтобы при обрезке облоя по периметру наращенной скульптуры можно было бы без затруднений пользоваться ножницами. Модель с бортами достаточной ширины показана на рисунке 10.
Рис. 10. Модель с бортами.
Делать борта у форм значительно больших размеров, чем необходимо для зарядки формы и обрезки облоя у готового изделия, не следует, так как при излишней площади бортов повышаются отходы металла.
Расплавленный воск надо заливать в обичайку равномерной струей, без брызг; воск следует лить между обнчайкой н моделью, постепенно наполняя обичайку воском. Равномерная и достаточно медленная заливка воска, притом не на модель, а сбоку, дает возможность получать формы без раковнстосгн, которая в случае быстрой и неравномерной заливки образуется от включений воздуха.
Формы надо снимать с формовочного стола после полного затвердевания, когда температура воска, например на монтановой основе, понижается примерно до 30–40 °C.
Заформованные модели надо извлекать из восковых форм над столом, чтобы избежать повреждения их в случае выпадения из форм. Для удаления моделей легко разжимают края формы и встряхивают ее. До полного отвердевания воска в стенках форм прокалывают одно против другого отверстия для груза и контактирующей подвески.
Восковыми композициями удобно также пользоваться с целью получения оттисков с плоских филигранных изделий, офортов и граверных моделей.
Изготовление восковых форм для памятных досок
При выполнении художественных гальванопластических работ возникают самые разнообразные вопросы, связанные с приемами формирования и изготовления форм. В зависимости от характера скульптуры или художественного изделия эти вопросы решаются в каждом отдельном случае индивидуально.
От правильности формования скульптуры с учетом условий гальванопластической техники (например, без глубоких впадин в сложных профилях, без поднутрений) зависит успех репродуцирования в металле.
Описываемыми способами можно изготовлять металлические доски с надписями и мемориальные доски. На таких досках обычно имеется текст, рама, часто барельефное изображение.
Мемориальную доску или доску просто с надписью обычно изготовляют следующим образом. На ровный деревянный планшет натягивают ватманскую бумагу, размер которой несколько больше размера изготовляемой доски, приклеивают края ее к планшету; затем увлажняют бумагу водой, при этом она сильно натягивается. На бумаге размечают место расположения текста, рамы, барельефа и других деталей композиции доски.
Все детали, входящие в состав композиции доски, изготовляются отдельно в соответствии с ее размерами. Барельеф и раму выполняют гальванопластически и обрезают по контуру. Буквы для текста выпиливают из пластмассы, на деформирующейся при 60–70 °C (температура заливки воска). По разметке на ватманской бумаге буквы наклеиваются на нее нитролаком.
Барельеф предварительно заливают с обратной стороны воском для создания правильной плоскости и тоже приклеивают нитролаком. Так же устанавливают и раму доски. В случае наличия воздуха под барельефом или другими деталями доски он, выходя наружу, вызывает раковистость на поверхности восковой формы. Затем лист ватманской бумаги с наклеенными деталями протирают подсолнечным или касторовым маслом при помощи кисти, чтобы избежать прилипания воска.
Вокруг подготовленной таким образом модели доски устанавливают обичайку в виде деревянной рамы, высота стенок которой должна настолько превышать высоту рельефа модели, чтобы получилась достаточно массивная, толстая и прочная форма, не подвергающаяся деформации. Стык между обичайкой и доской тщательно промазывают глиной во избежание протекания воска. После этого приготовленную модель заливают восковой композицией.
При затвердевании воска обичайку разбирают, восковую форму снимают, переворачивают лицевой стороной вверх и осторожно извлекают из нее заформованные детали. Для удаления из восковой формы деталей, в особенности пластмассовых букв, лучше всего пользоваться тонким шилом или ножом с узким острием. Затем форму осматривают, устраняют обнаруженные дефекты, подрезают края.
Подготовленную форму укладывают на лист пластмассы толщиной 10–15 мм, в котором имеются отверстия для укрепления формы. После зарядки и нанесения на форму электропроводящего слоя ее загружают в ванну.
Наращивание металла на восковые и пластилиновые модели
Такой метод наращивания металла можно применять, если не требуется особая точность репродуцирования деталей и можно подвергать их механической обработке — опиливанию, чеканке.
К деталям, наращиваемым поверху, относятся, например, всевозможные художественные изделия, которые должны быть тонкостенными или не должны иметь соединительных швов[5].
Для успешного ведения гальванопластических работ требуется прежде всего хорошо профильтрованный электролит и правильный режим работы при электролизе, что обеспечивает получение мелкокристаллических отложений металла и отсутствие дендритов.
Восковые модели изготавливаются из озокерита или композиции, содержащей 50 % парафина или 50 % стеарина и обладающей достаточно низкой температурой плавления и незначительной усадкой, а после застывания — значительной твердостью.
Парафино-стеариновая композиция заливается в увлажненные гипсовые кусковые формы.
По застывании восковой композиции копию модели вынимают из гипсовой формы, удаляют швы, образующиеся на местах стыков кусков, и поправляют дефекты, возникающие в процессе отливки восковой модели.
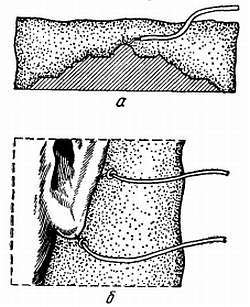
Перед заливкой воска в гипсовую форму укладывают контактирующие проводники в виде крючка или узла, особенно в глубоко профилированные места будущей модели, являющиеся выступами в гипсовой форме. После заливки эти проводники выступают над моделью только загнутыми концами (рис. 11).
Рис. 11. Подводка проводников к углубленным местам в форме:
а — в виде крючка; б — в виде узла.
В форму укладывают также латунный или медный стержень, служащий каркасом и контактирующей подвеской, соединяемой со штангой ванны.
При наращивании деталей поверху решающее значение имеет скорость затяжки детали металлом в гальванопластической ванне. Она зависит от качества нанесенного электропроводящего слоя и от правильного расположения контактирующих проводников.
По отложении металла соответствующей толщины (обычно 1,5–2 мм), не искажающей рельефа (но достаточной для работы чеканами), его обрабатывают обычными напильниками или рифлевками (напильниками специальной формы), а затем прочеканивают, после чего восковую композицию вытапливают.
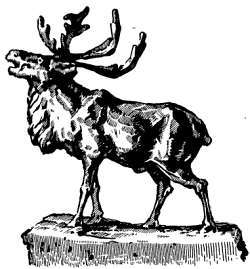
Образец скульптуры, наращенной поверху, представлен на рисунке 12.
Рис. 12. Образец скульптуры, наращенной поверху.
ИЗГОТОВЛЕНИЕ МЕТАЛЛИЧЕСКИХ ФОРМ ДЛЯ ЛИТЬЯ СКУЛЬПТУР ИЗ ПЛАСТИЧЕСКИХ МАСС