Сложнее осуществить охлаждение нескольких мощных компонентов, которые необходимо изолировать друг от друга и от радиатора, обеспечив при этом хорошую теплопроводность. Классическое решение проблемы — использование для монтажа набора изоляционных деталей, включающего тонкие слюдяные шайбы, изоляционные втулки и резьбовые крепежные элементы (иногда выполненные из нейлона). Монтаж приборов требует аккуратности, перед включением следует тщательно проверить изоляцию.
Помимо этого остается проблема электрического контакта с основанием корпуса прибора, когда оно соединено с одним из электродов. Как правило, в этом случае под основание подкладывают тонкую шайбу с лепестком, к которому припаивают (или присоединяют посредством специального наконечника) монтажный провод. Необходимо изучить техническую документацию, чтобы уточнить, какой электрод соединен с корпусом (кстати, у транзисторов это не всегда коллектор).
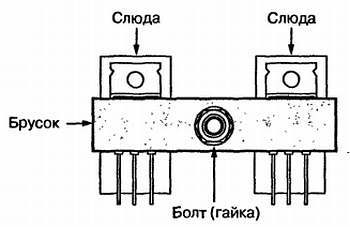
Существует и другая, менее распространенная технология изоляции для корпусов ТО220. Компонент прижимают к радиатору, подложив слюду или предварительно надев на него отрезок изоляционной трубки. Механическая сборка при этом заметно упрощается, а изоляция оказывается вполне надежной. Имеются небольшие пластмассовые распорки, предназначенные специально для такого монтажа (они мало распространены в Европе). Вместо них можно использовать небольшой брусок из изолирующего материала, который служит для монтажа двух идентичных компонентов (рис. 3.9).
Рис. 3.9. Крепление двух корпусов ТО220
Следует отметить, что соединительный провод можно припаять непосредственно к основанию корпуса ТО220. Предварительно место пайки нужно зачистить и облудить, избегая лишнего нагрева.
3.6.4. Облегчение проверки схемы
Большинство электронных устройств в процессе их создания и эксплуатации подвергаются наладке, тестированию или ремонту. Такие операции требуют подключения измерительных приборов к различным точкам схемы. Поэтому желательно монтировать компоненты так, чтобы контрольные точки были легко доступны.
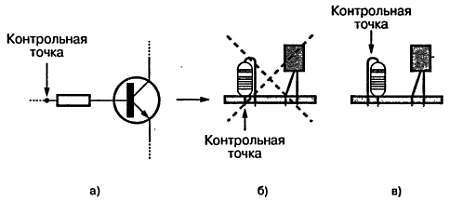
Рассмотрим, например, наладку многокаскадного усилителя, когда анализ сигнала на его выходе, обычно расположенном на краю платы и доступном для контакта месте, не дает достаточной информации о состоянии каскадов. Для успешного тестирования необходимо последовательно подключать щуп осциллографа к входам или выходам различных каскадов (рис. 3.10а). В серийных устройствах для этой цели специально предусматривают участки металлизации с удобным доступом, которые обозначаются на плате и в схеме как ТР1, ТР2 и т. д. Такие точки полезно предусмотреть и в любительской аппаратуре.
При проектировании и монтаже устройства необходимо учитывать, что вертикально расположенные компоненты (например, резисторы) затрудняют доступ сверху к некоторым точкам схемы, На рис. 3.10б показан пример неудачного размещения резистора, когда нужная контрольная точка недоступна, и дан вариант более удобного монтажа того же элемента (рис. 3.10в).
Рис. 3.10. Контрольная точка на электрической схеме (а), неправильное (б) и правильное (в) размещение контрольной точки на печатной плате
3.6.5. Ориентация компонентов печатной платы
В процессе наладки и ремонта устройства приходится неоднократно проверять маркировку компонентов, размещенных на печатной плате. К сожалению, даже в аппаратуре промышленного производства компоненты не всегда располагают самым удобным образом. Необходимо взять за правило размещать элементы схемы таким образом, чтобы было удобно считывать их номиналы и маркировку при одном положении платы, которое реализуется при вскрытии корпуса устройства. В идеальном варианте маркировка всех элементов должна соответствовать ориентации маркировки интегральных схем, но, увы, это не всегда возможно.
3.6.6. Пайка компонентов
Во время пайки необходимо следить за тем, чтобы жало паяльника не касалось печатных проводников, поскольку это, как правило, приводит к выгоранию проводника. Для пайки транзисторов желательно иметь низковольтный паяльник на 6 или 12 В, присоединяемый через понижающий трансформатор, мощностью около 40 Вт. Можно пользоваться и обычным паяльником, но нужно сначала «го нагреть, а потом отключить и паять.
Выводы транзистора, если позволяет его конструкция, нужно оставлять не короче 15 мм, изгибать их не ближе 10 мм от корпуса, изгиб должен быть плавным. Температура нагрева контактного слоя транзистора не должна превышать 75 °C, поэтому для отвода тепла при пайке выводы у корпуса нужно держать плоскогубцами или пинцетом. Паяльник необходимо располагать по возможности дальше от транзистора, а пайку заканчивать быстрее. Жало паяльника нужно зачистить и покрыть припоем, который должен быть легкоплавким. Желательно применение пистолетных паяльников, которые включаются только во время пайки.
Окончив пайку, выступающие выводы деталей укорачивают и растворителем смывают остатки канифоли, что позволяет проконтролировать качество монтажа: на плате не должно оставаться капель припоя и междорожечных замыканий. Смонтированную плату желательно отмыть спиртом, пользуясь небольшой жесткой кистью, а затем покрыть канифольным лаком. Такое покрытие, как ни странно, весьма влагостойко и сохранит «паяемость» платы долгие годы, что удобно при ремонте и доработке устройства.
В связи с тем что сила сцепления печатного проводника с изоляционной платой невелика, не рекомендуется проверять прочность пайки, подергивая припаянную деталь, так как при этом можно оторвать ее вместе с проводником. Если печатный проводник отслаивается, его приклеивают к основе платы клеем БФ-2. Для этого проводник со стороны, обращенной к плате, и саму плату тщательно очищают от канифоли и оксидов (вначале спиртом или ацетоном, затем мелкой шкуркой) и смазывают тонким слоем клея. Примерно через 10 мин клей наносят вторично (только на плату) и прижимают проводник к плате жалом паяльника, нагретым до температуры 120–150 °C.
3.6.7. Монтаж ЖКИ
Часто вызывает трудность подключение жидкокристаллического индикатора с напыленными на стекло выводами, но без резиновой контактной гребенки. Это проще, чем кажется.
Для начала нужно заготовить необходимое количество облуженных отрезков провода диаметром 0,1–0,2 мм. Контактную поверхность индикатора протрите спиртом и хорошо высушите. На напыленные контактные площадки индикатора наложите проволочные выводы, нанесите по капле дящего клея и выдержите при комнатной температуре 1,5–2 суток. Желательно, чтобы выводы плотнее прилегали к контактным площадкам. Затем узкой отверткой тщательно удалите под увеличительным стеклом возможные замыкания. Это и будут проволочные выводы, которые затем можно паять.
3.6.8. Монтаж ИС
Монтаж интегральных микросхем представляет наибольшую трудность. Их стоимость достаточно высока, а вывести их из строя очень легко. Микросхемы следует паять за кончики выводов, вставляя выводы в монтажные отверстия не до упора, а лишь до выхода со стороны пайки на 0,5–0,8 мм, это облегчит их демонтаж в случае ремонта и уменьшит вероятность замыканий в двусторонних платах. Под микросхемы в металлических корпусах следует подложить бумажные прокладки и приклеить их к плате канифольным лаком.
Во время пайки нельзя перегревать корпус микросхемы. Поэтому следует использовать припой с температурой плавления не более 260 °C, мощность паяльника не должна превышать 40 Вт, длительность пайки одного вывода — не более 5 с, а промежуток времени между пайками выводов одной микросхемы должен быть не менее полминуты. Если ведется монтаж нескольких микросхем, то сначала паяют первый вывод первой микросхемы, затем первый вывод второй и т. д., далее второй вывод первой микросхемы, второй вывод второй и т. д. Благодаря такому приему микросхемы успевают остывать между пайками.