Примечание. Раздутие дулец при выстреле может происходить и вследствие продольной качки барабана с патронами при курке, поставленном на боевой взвод. В этом случае подобрать новый казенник или ползун.
ДЕФЕКТАЦИЯ И РЕМОНТ ЩЕК И СРЕДНИКА
Качка щек или средника в соединении с крышкой и рамкой
Щеки и средник должны удерживаться винтами на крышке ий рамке без качки.
Причины неисправности.
1. Недовинчены винты щек или средника.
(I) Довинтить винты отверткой до отказа.
2. Срыв или износ резьбы винта щеки или винта средника.
(I) Заменить винты.
3. Износ гнезд в щеках для глазков.
(I) При наличии износа гнезд в щеках, вызывающего вращение глазков при завинчивании винтов, заменить щеки.
Перед постановкой щек смазать поверхности крышки и рукоятки рамки ружейной смазкой.
4. Усыхание щек или средника.
(I) При усыхании щек или средника, вызывающем качку их на крышке и рамке, не устраняемую подвинчиванием винтов, заменить щеки или средник, как указано в п. 3.
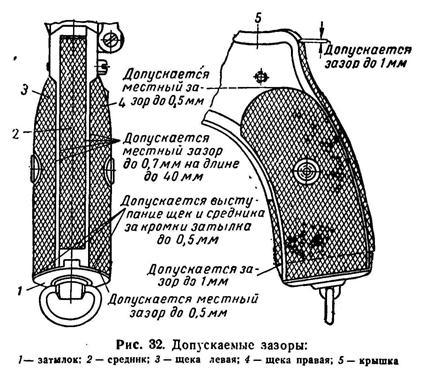
При подгонке новых щек и средника зазоры в соединении с крышкой и рамкой допускаются согласно рис. 32.
Выступание глазков над поверхностью щек
Выступание глазков и концов винтов над поверхностью щек не допускается.
Причины неисправности.
Усыхание щек или износ накатки.
(I) При выступании глазков над поверхностью щек углубить гнезда в щеках для глазков.
При выступании концов винтов над поверхностью щек опилить концы винтов заподлицо с плоскостью глазков.
Отколы и трещины в щеках или среднике
(I) При наличии отколов и трещин заменить щеки или средник. Перед постановкой новых щек или средника смазать поверхности крышки и рукоятки рамки ружейной смазкой.
Побитости и незначительная скрошенность насечки на щеках и среднике допускаются.
ДЕФЕКТАЦИЯ И РЕМОНТ ПРИНАДЛЕЖНОСТИ.
Смятие конца протирки
Смятие конца протирки, нарушающее форму отверстия и затрудняющее пользование протиркой, не допускается.
(I) При наличии смятия выправить конец протирки на оправке, зачистить забоины и наложить фаски на ребра.
Отлом конца протирки
(I) При отломе конца протирки отремонтировать протирку по рис. 33. Наименьшая длина протирки при этом допускается 166,5 мм,
Изгиб протирки
(I) Выправить протирку медным молотком на свинцовой плите.
Скрошенность концов лезвия отвертки
(I) Заправить скрошенный конец лезвия на наждачном точиле, смачивая точило водой для избежания отпуска (рис. 34).
ЧАСТЬ ЧЕТВЕРТАЯ
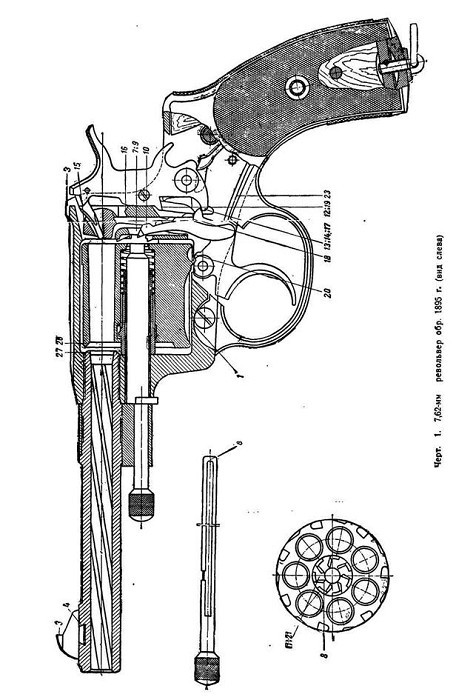
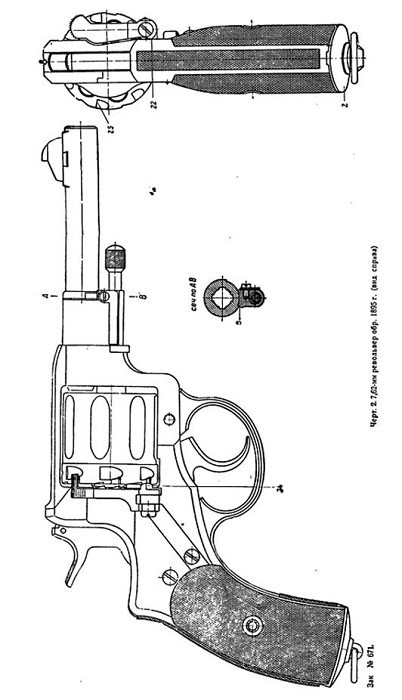
ТЕХНОЛОГИЧЕСКИЕ КАРТЫ 7,62-мм РЕВОЛЬВЕР ОБР. 1895 г.
КАРТА 1
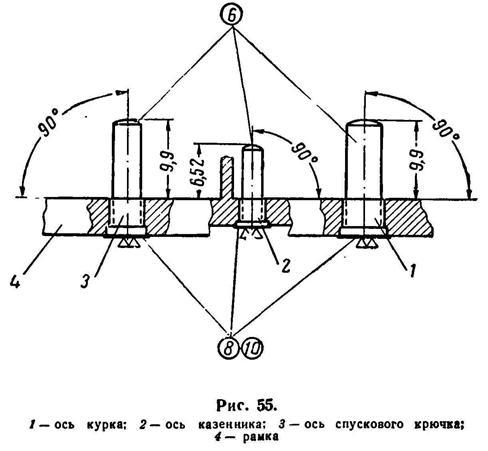
ПОСТАНОВКА НОВЫХ ОСЕЙ КУРКА, СПУСКОВОГО КРЮЧКА И КАЗЕННИКА
1. Вывинтить плоскогубцами старые оси курка, спускового крючка и казенника.
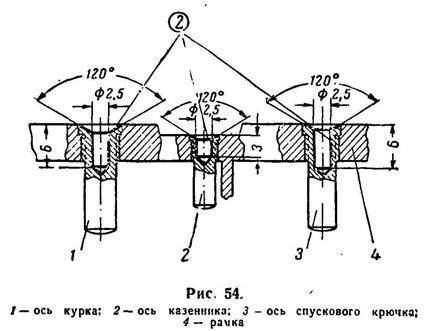
2. Если вывинтить оси невозможно, то зачистить наждачным полотном расклепанные торцы головок осей, накернить по центру, просверлить отверстия диаметром 2,5 мм, раззенковать их под углом 120°, не задевая поверхность рамки (рис. 54), и вывинтить оси плоскогубцами.
3. Если вывинтить оси способом, указанным в п. 2, невозможно, то срезать ножовкой выступающие части осей и остаток их вывинтить воротком (приложение 2, рис. 72).
4. Прочистить резьбу в отверстии для оси спускового крючка метчиком Сп 0",166х50 нит., в отверстии для оси курка метчиком Сп 0",2025х50 нит. и в отверстии для оси казенника метчиком Сп 0",133х50 нит.
Если в наличии метчиков нет, то использовать оси (приложение 3, рис. 77), предварительно закалив их до твердости Rс =36—42.
5. Подобрать новую ось так, чтобы она плотно ввинчивалась в рамку и при ввинчивании ее до упора конец резьбовой части оси не выступал за срез рамки. Если конец резьбовой части оси выступает за срез рамки, то опилить его надфилем.
6. Проверить высоту ввинченной до упора оси и перпендикулярность ее к плоскости рамки. Высота оси курка и спускового крючка должна быть 9,9 мм, а оси казенника — 6,52 мм (рис. 55).
Оси высотой более указанных размеров опилить личным напильником; если оси не перпендикулярны к плоскости рамки, то выправить их при помощи оправки (приложение 2, рис. 69).
7. Закрепить рамку в тисках с медными прокладками, опилить головку оси по высоте, оставив 0,5 мм под расклепку.
8. Зажать подставку (приложение 2, рис. 73) в тисках, вставить ось в гнездо подставки и расклепать головку ее.
9. Проверить слесарным угольником перпендикулярность оси к плоскости рамки и при необходимости выправить оправкой (приложение 2, рис. 69),
10. Опилить головку оси заподлицо с плоскостью рамки и зачистить наждачным полотном.
11.
Оксидировать рамку.
КАРТА 2
НАПЛАВКА МЕТАЛЛА НА УПОР ШОМПОЛЬНОЙ ТРУБКИ
1. В собранном револьвере повернуть шомпольную трубку так, Чтобы канал ее совместился с каналом оси барабана; при этом шомпол свободно должен продвигаться в крайние положения.
2.
По риске на стволе отметить риской на поверхности шомпольной трубки положение трубки (риску слегка нанести чертилкой).
3. Выдвинуть шомпол и повернуть шомпольную трубку на себя до упора в ствол, отметить положение трубки второй риской на поверхности шомпольной трубки по той же риске на стволе.
4. Измерить расстояние d между рисками.
5. Разобрать револьвер и закрепить ствол в тисках с медными прокладками, вложить деревянный брусок в окно рамки и отвинтить ее. Отделить шомпольную трубку.