Еще один вид комбинированного молотка предназначен для очистки поверхности металла от окалины, лака, краски, шпатлевки. На конце рукоятки такого молотка имеется скребок в виде лопатки, а на одном из бойков гайкой привернута прядь тонкой проволоки (своеобразная металлическая щетка).
И наконец, последний вид молотка, который следует иметь в своей домашней мастерской, – молоток из древесины. Он используется при изготовлении и выравнивании деталей из листового металла (рис. 7).
Рис. 7. Использование деревянного молотка для выравнивания листового металла.
Деревянный молоток, а также рукоятки всех остальных, рекомендуется изготавливать из древесины твердых, но упругих пород – березы, дуба, рябины.
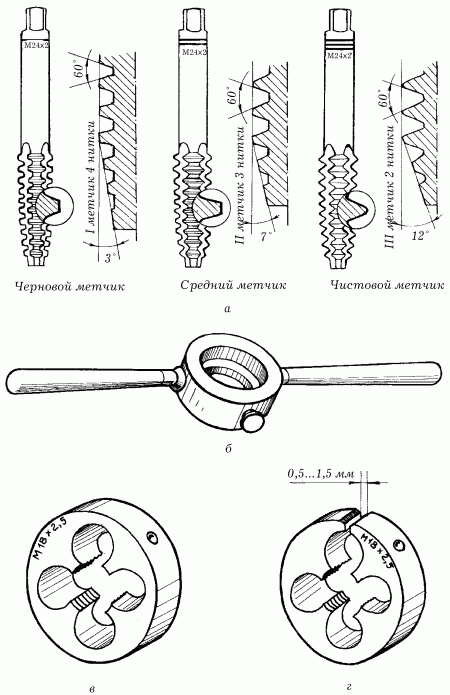
При производстве слесарных работ очень часто используются резьбовые соединения, следовательно, необходимо иметь приспособления для нарезания резьбы (рис. 8), как внутренней, так и наружной.
Рис. 8. Приспособления для нарезания резьбы: а – набор метчиков; б – вороток для метчика; в – круглая цельная плашка; г – круглая разрезная плашка.
Для нарезания внутренней резьбы используются метчики (рис. 8, а). Эти ручные приспособления могут быть трех-, четырехперовыми и многогранными.
Продаются метчики в наборах из двух штук (черновой и чистовой) для нарезания резьбы с шагом (расстоянием между нитками-витками) до 3 мм или из трех штук (черновой, средний и чистовой) для нарезания резьбы с шагом свыше 3 мм. На всех метчиках заводской штамповкой указан диаметр. Для вращения метчика при нарезании резьбы используется вороток (рис. 8, б) который надевается окном на квадрат метчика.
Для нарезания наружной резьбы применяются плашки (рис. 8, в, г) которые могут быть раздвижными (призматическими) и круглыми (лерки).
Раздвижные призматические плашки представляют собой квадрат, состоящий из двух полуплашек. Они изготавливаются для нарезания дюймовой и трубной резьбы диаметром от 1/8 до 2 дюймов, а для нарезания метрической резьбы – от 6 до 52 мм. В комплект, как правило, входит 4–5 пар. При работе раздвижная плашка вставляется в специальный вороток-плашкодержатель. Для того чтобы получить качественную резьбу без перекосов, хорошо иметь плашкодержатель с направляющим кольцом.
Круглые плашки могут быть цельными и разрезными. Стандарт диаметров круглых плашек для нарезания метрической резьбы – от 1 до 26 мм, для нарезания дюймовой и трубной резьбы – от 1/8 до 2 дюймов.
Разрезные круглые плашки имеют боковую прорезь размером от 0,5 до 1,5 мм, что позволяет регулировать диаметр резьбы в пределах 0,1–1,25 мм. Однако вследствие пониженной жесткости таких плашек, нарезаемая ими резьба может иметь неточный профиль. Круглые плашки (подобно раздвижным) во время работы вставляются в специальный вороток-плашкодержатель. Поскольку плашкодержатель для круглых плашек не снабжен направляющим кольцом, в ходе нарезания резьбы нужно следить, чтобы он не создавал перекоса.
Для сверления и обработки всевозможных отверстий понадобится электрическая дрель с набором сверл и других насадок (зенковок, шарошек, разводок).
Однако при сверлении электрической дрелью очень трудно получить качественное отверстие, обычно оно «уходит» в сторону. Избавиться от этого недостатка можно с помощью несложного приспособления, которое легко изготовить в домашней мастерской. Потребуется невысокая втулка с опорным фланцем, имеющая диаметр отверстия чуть больший, чем у сверла, так, чтобы оно вращалось в ней, не задевая стенок втулки.
На втулку нужно навить коническую пружину, широкой стороной оперев ее на фланец, а узкой (вершиной) направив в сторону дрели. Тогда при работе зажимное устройство дрели будет давить на пружину, которая передаст это усилие на фланец и плотно прижмет его к поверхности, где сверлится отверстие. Вероятность перекоса при работе с таким приспособлением сводится к нулю. (Этим же приспособлением можно пользоваться при нарезании внутренней резьбы метчиком.) Если у вас есть такая возможность, нужно обязательно установить в своей мастерской сверлильный станок, ибо качество обработки деталей с его помощью не идет ни в какое сравнение с качеством, полученным при работе дрелью, даже с использованием самых лучших приспособлений.
Практически любая металлическая деталь, изготовленная ручным способом в домашних условиях, требует опиливания, при котором излишний слой металла срезается напильником – стальным бруском с насечкой.
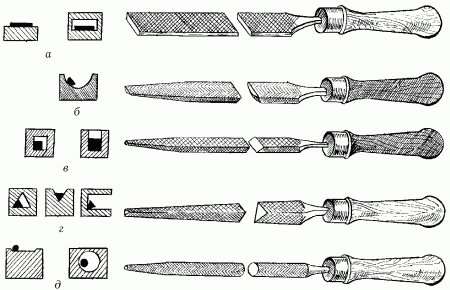
В зависимости от формы сечения напильники могут быть плоские, полукруглые, квадратные, трехгранные, круглые, ромбические (рис. 9).
Рис. 9. Наиболее распространенные напильники и их применение: а – плоский; б – полукруглый; в – квадратный; г – трехгранный; д – круглый.
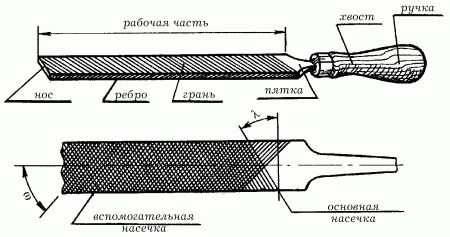
По размерам различают напильники крупные (до 400 мм) и мелкие – надфили. Кроме того, напильники могут иметь одинарную (простую), двойную, рашпильную и дуговую насечки (рис. 10).
Рис. 10. Напильник: а – элементы напильника; б – способы насечки.
Простая (одинарная) насечка позволяет снимать широкую стружку по всей длине, поэтому основное применение таких инструментов – обработка заготовок из мягких металлов и сплавов (свинца, латуни, бронзы, меди и др.). Помимо этого, такие напильники используются для заточки пил. Напильники с двойной насечкой применяются для обработки стальных, чугунных заготовок и деталей из твердых сплавов.
Рашпильная насечка представляет собой пирамидальные выступы и канавки, расположенные в шахматном порядке, в результате чего образуются довольно крупные и редкие зубья. Напильники с рашпильной насечкой предназначены для черновой обработки мягких материалов.
Дуговая насечка имеет большую, по сравнению с другими, стойкость.
У многих напильников с дуговой насечкой шаг неодинаков, благодаря чему ими можно одновременно снимать крупную и мелкую стружку. Поэтому поверхность заготовки, обработанная таким напильником, получается более чистой. В зависимости от величины насечек и шага между ними, все напильники делятся на шесть номеров.
№ 0 – брусовки – напильники, имеющие очень крупную насечку для грубой обработки со снятием большого слоя металла.
№ 1 – драчевые напильники для менее грубой обработки (спиливание припусков, снятие фасок, заусенцев и т. д.).
№ 2–4 – личные напильники для обработки и отделки металла после применения драчевого напильника.
№ 5 – бархатные напильники для самой точной обработки и доводки поверхностей.
Для удобства работы на хвостовик напильника рекомендуется надеть рукоятку из древесины (березы, ясеня, клена).
Для точных специальных работ применяются напильники с очень мелкой насечкой – надфили. С их помощью выполняют лекальные, граверные, ювелирные работы, зачистку в труднодоступных местах матриц, мелких отверстий, профильных участков изделия и т. п.
Материалом для напильников всех видов является углеродистая инструментальная сталь, начиная с марок У7 или У7А и кончая марками У13 или У13А.
Увеличение срока службы напильника обеспечивается правильным его использованием и уходом за ним. Так, например, нельзя обрабатывать напильником материалы, твердость которых превышает твердость самого инструмента. Новым напильником сначала следует обрабатывать мягкие металлы, а после некоторого затупления – более твердые. Нельзя ударять по напильникам: из-за хрупкости они могут давать трещины и ломаться. Не следует класть напильник на металлические предметы: это может привести к выпадению зубьев.
В процессе слесарных работ (чаще при сборке) сопрягаемые детали для более плотного прилегания друг к другу требуют подгонки плоскостей. Эта операция называется шабрением и выполняется с помощью шаберов (рис. 11).